परिचय
हाल के वर्षों में, रूस ने अपना स्वयं का उत्पादन विकसित करने की दिशा में एक कदम उठाया है। राज्य रक्षा आदेश को सक्रिय रूप से वित्तपोषित किया जा रहा है; रूबल विनिमय दर में गिरावट ने नए उत्पादन उद्यमों को खोलना लाभदायक बना दिया है।
इस संबंध में, ऐसे सॉफ़्टवेयर समाधानों की आवश्यकता बढ़ रही है जो ऐसे उद्यमों को व्यापक रूप से स्वचालित कर सकें।
यदि आप रूसी बाजार में ईआरपी सिस्टम के कार्यान्वयन की संख्या को देखें, तो उद्यम प्रबंधन के जटिल स्वचालन के लिए सॉफ्टवेयर के मुख्य निर्माता 1C और प्रसिद्ध पश्चिमी प्रणाली होंगे।
परंपरागत रूप से यह माना जाता है कि संसाधन नियोजन के मामले में पश्चिमी विक्रेता के उत्पाद गुणात्मक रूप से 1C से बेहतर होते हैं। एक राय है कि 1सी कंपनी के उत्पाद अपने शुद्धतम रूप में लेखांकन प्रणाली हैं, और यदि उत्पादन अनुसूची की गणना करने या कर्मियों या भौतिक संसाधनों की योजनाबद्ध आवश्यकता निर्धारित करने की आवश्यकता आती है, तो आपको या तो कुछ खरीदने की ज़रूरत है। अधिक गंभीर", मानक 1C कॉन्फ़िगरेशन को अच्छी तरह से या महत्वपूर्ण रूप से संशोधित करें।
यहां कुछ हद तक सच्चाई है - 1सी कंपनी के विकासवादी सॉफ्टवेयर उत्पाद रूसी लेखांकन की जरूरतों से उत्पन्न होते हैं, और यह वास्तव में, सबसे पहले, लेखांकन है, और यहां 1सी की प्रधानता निर्विवाद है। लेकिन पहले से ही 2005 में, 1C कंपनी ने 1C: मैन्युफैक्चरिंग एंटरप्राइज मैनेजमेंट कॉन्फ़िगरेशन जारी किया, जो एमआरपी मानकों और कुछ हद तक एमआरपी2 मानकों का समर्थन करता था।
"1सी: मैन्युफैक्चरिंग एंटरप्राइज मैनेजमेंट" बाजार में काफी लोकप्रिय उत्पाद साबित हुआ। इसने 1C लेखांकन प्रणालियों की पारंपरिक विश्वसनीयता और गुणवत्ता को संयोजित किया और संसाधन आवश्यकताओं की योजना बनाने के लिए सहज उपकरण प्रदान किए। सबसे पहले, भौतिक संसाधन - कच्चा माल, अर्द्ध-तैयार उत्पाद, आदि।
उत्पादन आवश्यकताओं की सामग्री योजना के लिए उपप्रणाली के साथ, कार्यक्रम ने एक बजट उपप्रणाली लागू की। अब यह कहना संभव नहीं था कि 1C कॉन्फ़िगरेशन केवल लेखांकन प्रणालियाँ हैं।
और 2013 में, 1C कंपनी ने औद्योगिक उद्यमों के जटिल स्वचालन के लिए एक पूरी तरह से नया सॉफ्टवेयर समाधान जारी किया - "1C: ERP एंटरप्राइज मैनेजमेंट 2"।
समाधान इतना नवीन निकला कि इसमें प्रस्तावित स्वचालन अवधारणा, एक निश्चित बिंदु पर, बाजार की जरूरतों से आगे थी। कार्यक्रम में, मुख्य जोर योजना पर दिया गया था और, केवल स्थापित योजना का परिणाम, उद्यम की परिचालन गतिविधियों और उसके लेखांकन पर था। इसके अलावा, लेखांकन प्रविष्टियों का निर्माण बिल्कुल भी ऑनलाइन नहीं किया जाता है। एकाउंटेंट उद्यम की लेखांकन नीति (नियमित लेखांकन बनाए रखने के नियम) बनाता है, और फिर केवल एक नियंत्रक बन जाता है जो काम के अंतिम चरण में शामिल होता है, जब योजनाएं स्थापित की जाती हैं, कार्यान्वित की जाती हैं, और नियामक रिपोर्टिंग तैयार करने की आवश्यकता होती है।
ऐसे समाधान को केवल 1सी का एक अन्य लेखांकन कार्यक्रम कहना बिल्कुल गलत है।
"1सी:ईआरपी एंटरप्राइज मैनेजमेंट 2" पूर्ण अर्थ में एक ईआरपी-श्रेणी प्रबंधन प्रणाली है।
लेकिन इससे अपनी कठिनाइयाँ पैदा हुईं। कई उद्यम इसके लिए तैयार नहीं थे. पहले 1सी:ईआरपी कार्यान्वयन परियोजनाओं के दौरान, ग्राहकों को सिस्टम के बारे में काफी शिकायतें थीं।
शिकायतों के कारण मुख्यतः इस प्रकार हैं:
पारंपरिक अपेक्षाएँ कि, तमाम नवीनता के बावजूद, कार्यक्रम एक लेखांकन कार्यक्रम ही रहेगा। यदि दस्तावेज़ तुरंत लेनदेन उत्पन्न नहीं करते हैं, तो "यह किस प्रकार का कार्यक्रम है???"
उद्यमों में नियोजन संस्कृति का अभाव।
1सी:ईआरपी कार्यक्रम की क्षमताओं पर उपलब्ध प्रशिक्षण सामग्री का अभाव।
कारण नंबर एक परंपरा का मामला है और स्वचालन के लिए एक सक्षम "राजनीतिक" दृष्टिकोण है: नया कार्यक्रम किसी भी तरह से उद्यम में एकाउंटेंट के महत्व को कम नहीं करता है, बल्कि केवल उसे परिचालन कार्य की दिनचर्या से मुक्त करता है, उसे स्तर पर लाता है। एक रणनीतिकार और नियंत्रक का - वह नियामक लेखांकन के नियमों को निर्धारित करता है, और उसके बाद ही उनके निष्पादन को नियंत्रित करता है। इसके लिए प्रोग्राम में सभी आवश्यक उपकरण हैं, और वे पहले से कम विश्वसनीय नहीं हैं।
ग्राहकों को 1C:ERP के नियोजन तंत्र को समझने में मदद करने के लिए, हम, रज़डोली कार्यान्वयन केंद्र, ने कार्यक्रम के प्रबंधन उपप्रणालियों पर कई परिचयात्मक पाठ्यक्रम तैयार किए हैं।
यह पाठ्यक्रम उत्पादन योजना पर केंद्रित है। पाठ्यक्रम आपको धीरे-धीरे कार्यक्रम में महारत हासिल करने की अनुमति देता है - सरल से जटिल तक। हम "ए ला 1सी:यूपीपी" शैली में उत्पादन प्रबंधन से शुरुआत करेंगे और एमईएस तंत्र का उपयोग करने के लिए आगे बढ़ेंगे। प्रोग्राम की संचालन पद्धति की व्याख्या व्यावसायिक उदाहरणों (मामलों) पर आधारित है: कार्य का संक्षेप में वर्णन किया गया है, और उस अमूर्त उद्यम का विवरण दिया गया है जिसके लिए प्रोग्राम कॉन्फ़िगर किया जाएगा। फिर आवश्यक दस्तावेज़ प्रवाह और रिपोर्टिंग प्रदर्शित की जाती है।
पाठ्यक्रम के पुनरावृत्तीय दृष्टिकोण का अर्थ यह नहीं है कि 1सी:ईआरपी का उपयोग करने वाला प्रत्येक उद्यम अपने काम में एमईएस तंत्र के उपयोग तक पहुंचने के लिए बाध्य है। आप उन सिस्टम टूल्स का उपयोग करने के लिए स्वतंत्र हैं जो आपके लिए सबसे सुविधाजनक हैं।
पाठ्यक्रम में कार्यक्रम में कुछ संदर्भ पुस्तकों, दस्तावेजों, रिपोर्टों और अन्य वस्तुओं के स्थान के लिंक शामिल नहीं हैं। व्यावहारिक रूप से कोई चित्र या स्क्रीनशॉट नहीं हैं। यह देखने के लिए कि सब कुछ कैसे काम करता है, "लाइव" करने के लिए, विषयगत वीडियो व्याख्यान का एक कोर्स रिकॉर्ड किया गया था, जिसके लिंक पाठ में मौजूद हैं।
यह पाठ्यक्रम उन तकनीकी विवरणों में गहराई तक नहीं जाता है जो केवल विशेषज्ञों के लिए रुचिकर हैं। पाठ्यक्रम का मुख्य उद्देश्य पाठक को व्यावहारिक व्यावसायिक परिणाम प्राप्त करने के लिए 1सी:ईआरपी तंत्र का उपयोग करने की संभावना की समग्र तस्वीर देना है।
इस पाठ्यक्रम का उद्देश्य क्या है:
उत्पादन और आर्थिक नियोजन विभागों के प्रबंधकों और विशेषज्ञों के लिए।
आईटी विभागों के प्रबंधकों और विशेषज्ञों के लिए, जिन्हें एक व्यापक उद्यम स्वचालन प्रणाली चुनने के कार्य का सामना करना पड़ता है।
उन निदेशकों और व्यवसाय स्वामियों के लिए जो नए प्रबंधन टूल में रुचि रखते हैं।
उन सभी के लिए जो उत्पादन उद्यमों के प्रबंधन के तरीकों में रुचि रखते हैं।
पाठ्यक्रम सामग्री का उपयोग करके 1C:ERP की सहायता से कोई उद्यम किन समस्याओं का समाधान कर सकता है?
उत्पादन में योजना और लेखांकन के आयोजन के लिए विभिन्न विकल्पों से खुद को परिचित करें।
एक उपयुक्त उत्पादन प्रबंधन पद्धति का चयन करें।
एंटरप्राइज़ प्रबंधन टूल को बेहतर बनाने के लिए अगले चरण निर्धारित करें।
आधुनिक उत्पादन प्रबंधन के तरीके
इससे पहले कि हम 1सी:ईआरपी एंटरप्राइज मैनेजमेंट 2 प्रोग्राम की क्षमताओं का वर्णन करना शुरू करें, मैं शब्दावली और कार्यप्रणाली का एक संक्षिप्त विवरण देना चाहूंगा।
प्रबंधन मानक
उत्पादन प्रबंधन को कई वर्गों में विभाजित किया जा सकता है:
भौतिक संसाधनों (उत्पादन के लिए आवश्यक सामग्री, अर्ध-तैयार उत्पाद, हिस्से आदि) की जरूरतों की योजना बनाना।
उत्पादन कर्मियों की आवश्यकता की योजना बनाना।
उत्पादन उपकरणों की आवश्यकता की योजना बनाना।
कुछ योजनाओं के अनुसार उत्पादन कार्य जारी करना।
किए गए कार्य और उत्पादित उत्पादों का गुणवत्ता नियंत्रण।
कार्य परिणामों का लेखा-जोखा।
सबसे सरल उत्पादन प्रबंधन मानकों में से एक - एमआरपी (सामग्री आवश्यकताएँ योजना) - केवल भौतिक संसाधनों की योजना और लेखांकन को शामिल करता है।
एक कार्यक्रम जो एमआरपी मानक का अनुपालन करता है, उसे दी गई उत्पादन योजना और गोदामों में मौजूदा सूची के आधार पर, आवश्यक सामग्री समर्थन (खरीदारी) के लिए एक योजना की गणना करनी चाहिए। यह मानक 1C: मैन्युफैक्चरिंग एंटरप्राइज मैनेजमेंट कॉन्फ़िगरेशन में समर्थित था और इसे 1C: ERP एंटरप्राइज मैनेजमेंट 2 में विकसित किया गया था।
एमआरपी मानक समय के साथ एक नए संस्करण - एमआरपी 2 में विकसित हुआ है। इस संस्करण का काफी विस्तार किया गया है; अब न केवल सूची, बल्कि अन्य उत्पादन आवश्यकताओं (कार्मिक, उपकरण) का प्रबंधन करना, काम की गुणवत्ता को नियंत्रित करना, बनाना आवश्यक है उत्पादन कार्य, रिकॉर्ड रखना, कार्य परिणामों का मूल्यांकन करना। प्रबंधन उत्पादन से आगे बढ़ गया है और अब उत्पादन क्षमताओं को आपूर्ति और विपणन क्षमताओं से जोड़ना आवश्यक है। उद्यम की ज़रूरतें वित्तपोषण की उपलब्ध राशि के अनुरूप होनी चाहिए।
यह मानक 1सी कंपनी के केवल एक सॉफ्टवेयर उत्पाद - "1सी:ईआरपी एंटरप्राइज मैनेजमेंट 2" में समर्थित है।
इस मानक के अनुसार किसी उद्यम में काम को व्यवस्थित करने के लिए सभी चल रही प्रक्रियाओं और उनकी बातचीत की व्यापक समझ की आवश्यकता होती है। कार्यों की योजना सामने आती है और उसके बाद ही उनका क्रियान्वयन और लेखा-जोखा।
इस मैनुअल के ढांचे के भीतर, 1सी:ईआरपी कार्यक्रम की क्षमताओं का प्रदर्शन किया जाएगा, जो केवल एमआरपी2 मानक के उस हिस्से के अनुरूप है जो विशेष रूप से उत्पादन से संबंधित है। कार्यक्रम की वित्तीय नियोजन क्षमताओं का वर्णन नहीं किया जाएगा। उत्पादन प्रबंधन कार्यक्रम की क्षमताओं को प्रदर्शित करने के लिए आवश्यक सीमा तक खरीद, बिक्री और गोदाम उपप्रणाली के बारे में जानकारी प्रदान की जाएगी।
उपरोक्त शर्तों में से मुख्य शब्द गायब है, जो कार्यक्रम के नाम "1सी:ईआरपी एंटरप्राइज मैनेजमेंट 2" में निहित है। यह ईआरपी (एंटरप्राइज़ रिसोर्स प्लानिंग) है।
ईआरपी प्रबंधन मानक एकीकृत उद्यम प्रबंधन के लिए आवश्यक प्रबंधन प्रथाओं के एक सेट का एक सामान्य विवरण है। इस मानक का उत्पादन भाग सीधे MRP2 की आवश्यकताओं से जुड़ा हुआ है।
यह मानक (ईआरपी) प्रमुख विदेशी सॉफ्टवेयर समाधानों के स्तर पर 1सी:ईआरपी कार्यक्रम द्वारा समर्थित है। इस तथ्य के कारण कि 1सी:ईआरपी कार्यक्रम हाल ही में सामने आया, इसके विकास में इस वर्ग के समाधानों के लिए सबसे आधुनिक आवश्यकताओं का उपयोग किया गया था, इसमें प्रतिस्पर्धियों में निहित अपरिहार्य ऐतिहासिक बोझ और प्रतिबंध शामिल नहीं हैं।
योजना के तरीके
आइए कल्पना करें कि हमारा उद्यम इस तरह दिखता है:
हम धातु संरचनाएं बनाते हैं,
तीन कार्यशालाएँ हैं - खरीद, वेल्डिंग और असेंबली,
उत्पादन श्रृंखला इस प्रकार दिखती है:
ऐसे में आप काम की योजना कैसे बना सकते हैं?
सबसे सरल विकल्प वाणिज्यिक सेवा से नियोजित बिक्री मात्रा प्राप्त करना है, असेंबली शॉप की जरूरतों के आधार पर असेंबली शॉप के लिए एक उत्पादन योजना तैयार करना, वेल्डिंग शॉप के लिए एक उत्पादन योजना तैयार करना, फिर एक उत्पादन योजना तैयार करना। खाली दुकान.
इस प्रकार, हमने सभी कार्यशालाओं के लिए कार्य योजनाएँ तैयार कर ली हैं और काम शुरू कर सकते हैं।
इस दृष्टिकोण की कई स्पष्ट सीमाएँ हैं:
यदि हमारी वास्तविक बिक्री योजना से कम है, तो हम तैयार माल गोदाम में अतिरिक्त इन्वेंट्री के साथ समाप्त हो जाएंगे। विपरीत भी सच है - यदि मांग मूल बिक्री योजना से अधिक है, तो हम इसे संतुष्ट नहीं कर पाएंगे और अतिरिक्त लाभ प्राप्त नहीं करेंगे।
उत्पादन श्रृंखला के बीच की समस्याओं के कारण अर्ध-तैयार उत्पादों की अप्राप्य सूची बन सकती है। उदाहरण के लिए, वेल्डिंग की दुकान में समस्याएं इस तथ्य को जन्म देंगी कि खरीद दुकान से तैयार किट दुकान के स्टोररूम में जमा हो जाएंगी। और खरीद दुकान का ऐसा काम अनिवार्य रूप से लाभहीन हो जाता है - हम इसके काम के परिणामों को बेचने में सक्षम नहीं होंगे, तदनुसार, हम सामग्री बर्बाद करते हैं और लाभ कमाए बिना श्रमिकों को मजदूरी का भुगतान करते हैं।
उत्पादन योजना के इस दृष्टिकोण को "पुश" कहा जाता है: प्रत्येक उत्पादन साइट अपनी कार्य योजना को पूरा करने, उत्पादन श्रृंखला के साथ अपने काम के परिणाम को "पुश" करने का प्रयास करती है।
प्रबंधन के लिए "पुश" दृष्टिकोण की मुख्य विशेषता एक निश्चित अवधि के लिए निर्धारित उत्पादन/आपूर्ति योजनाओं की उपस्थिति है।
"पुश-आउट" योजना विकल्प का एक उल्लेखनीय उदाहरण नियोजित अर्थव्यवस्था है जो यूएसएसआर में मौजूद थी।
इस दृष्टिकोण का एक विकल्प "पुल" योजना तकनीक है।
आइए मूल उदाहरण पर वापस लौटें। आइए कल्पना करें कि हमने प्रत्येक कार्यशाला के लिए कार्यशाला भंडारगृहों में उत्पादन भंडार का एक निश्चित मानक निर्धारित किया है। हमने तैयार माल गोदाम के लिए एक समान मानक स्थापित किया है।
यदि इन्वेंट्री की मात्रा सामान्य से कम हो जाती है, तो एक पुनःपूर्ति आदेश उत्पन्न होता है। तैयार उत्पाद गोदाम के लिए, असेंबली शॉप (तैयार उत्पादों के उत्पादन के लिए एक ऑर्डर) के लिए एक पुनःपूर्ति कार्य उत्पन्न होता है, असेंबली शॉप से कार्य वेल्डिंग शॉप तक जाता है, और इसी तरह उत्पादन श्रृंखला के साथ।
हम, जैसे थे, अपनी वास्तविक बिक्री से शुरू करके, आवश्यक सामग्री प्रवाह को "खींच" लेते हैं।
योजना की "पुल" पद्धति पर आधारित कई उत्पादन प्रबंधन अवधारणाएँ हैं:
किफायती उत्पादन
जस्ट इन टाइम (JIT),
इस नियोजन तकनीक को इसमें शामिल भौतिक संसाधनों के संदर्भ में सबसे इष्टतम माना जाता है। हम सामग्रियों को बर्बाद नहीं करते हैं; प्रत्येक उत्पादन का एक विशिष्ट उद्देश्य होता है - बिक्री।
लेकिन इसके कुछ नुकसान भी हैं:
संभावित रूप से, हम उत्पादन क्षमता को अधिकतम नहीं कर रहे हैं (केवल आवश्यक होने पर ही काम किया जाता है)।
तकनीक को लागू करना कठिन है - आपको मांग में उतार-चढ़ाव की भरपाई के लिए मानक भंडार की मात्रा को सही ढंग से निर्धारित करने की आवश्यकता है।
फिलहाल, नियोजन की "पुल" पद्धति को सबसे प्रगतिशील और लागत प्रभावी माना जाता है, लेकिन यह काफी "ज्ञान-गहन" है - उद्यम को मांग, उत्पादन भार, सामग्री प्रवाह और सूची को जल्दी से संतुलित करना होगा।
"1सी:ईआरपी एंटरप्राइज मैनेजमेंट 2" योजनाओं के निर्माण के लिए "पुश" और "पुल" दोनों विकल्पों का समर्थन करता है।
योजना स्तर
प्रत्येक उत्पादन कार्यशाला में अक्सर कई उत्पादन क्षेत्र शामिल होते हैं।
हमारी वेल्डिंग दुकान के लिए उत्पादन क्षेत्र, उदाहरण के लिए, स्वचालित वेल्डिंग लाइनें हो सकते हैं, जिन पर भविष्य की धातु संरचनाओं के घटकों का निर्माण किया जाता है। आइए मान लें कि हमारी कार्यशाला में विभिन्न प्रकार के घटकों, यानी तीन उत्पादन क्षेत्रों के लिए तीन ऐसी लाइनें हैं।
वेल्डिंग दुकान को सौंपी गई उत्पादन योजना में आवश्यक घटकों की एक सूची होती है, लेकिन इसमें विशिष्ट निर्देश नहीं होते हैं कि किस अनुभाग को किस घटक का उत्पादन करना चाहिए। यह बस एक निश्चित अवधि के लिए रिलीज़ योजना है। ऐसी योजना को "इंटर-शॉप योजना" भी कहा जाता है।
फिलहाल जब यह सवाल उठता है कि किन क्षेत्रों में क्या काम किया जाएगा और यह किस बिंदु पर होना चाहिए, हम पहले से ही इंट्रा-शॉप योजना के बारे में बात कर रहे हैं।
दूसरे शब्दों में, हमारे पास नियोजन के दो स्तर हैं:
शीर्ष-स्तरीय योजनाएँ अंतर-दुकान योजनाएँ हैं; उनमें समग्र रूप से कार्यशाला के लिए उत्पादन मात्राएँ शामिल होती हैं।
इंट्रा-शॉप योजनाएँ, जो कार्यशाला की योजनाओं से लेकर किसी विशिष्ट कार्य क्षेत्र के उत्पादन कार्यों तक को समझती हैं।
बेशक, यह दृष्टिकोण काफी सशर्त है। कुछ भी हमें प्रत्येक उत्पादन स्थल का विवरण देते हुए पूरे उद्यम के लिए तुरंत एक विस्तृत योजना तैयार करने से नहीं रोकता है। लेकिन ऐसी योजना विकसित करने में काफी समय लग सकता है. और यदि किसी अलग क्षेत्र में कार्य के वास्तविक निष्पादन के लिए पूरे उद्यम के लिए योजना की नियमित पुनर्गणना की आवश्यकता होती है, तो कंप्यूटिंग संसाधनों की सीमाओं के कारण यह शारीरिक रूप से संभव नहीं हो सकता है।
नियोजन के लिए दो-स्तरीय दृष्टिकोण एक निश्चित ज़ोनिंग प्रदान करता है - एक कार्यशाला की समस्याएं जो उसकी सीमाओं से आगे नहीं जाती हैं, अन्य कार्यशालाओं के काम को प्रभावित नहीं करती हैं।
यह दृष्टिकोण आम तौर पर बड़े सोवियत कारखानों में स्वीकार किया गया था। एक पीडीओ सेवा (योजना एवं प्रेषण विभाग) थी, जो उद्यम के उत्पादन निदेशालय का हिस्सा थी। उसने इस अवधि के लिए इंटर-शॉप योजनाएँ तैयार कीं।
और प्रत्येक कार्यशाला में एक या एक से अधिक डिस्पैचर होते थे (कभी-कभी वे कार्यशाला के नियोजन और प्रेषण ब्यूरो बनाते थे), जो संपूर्ण कार्य की नियोजित मात्रा के अनुसार कार्य केंद्रों (उत्पादन क्षेत्रों) के लिए उत्पादन कार्य जारी करने के लिए जिम्मेदार थे। कार्यशाला.
इस दो-स्तरीय नियोजन मॉडल के विवरण से ऐसा लग सकता है कि हम केवल उत्पादन प्रबंधन की "पुश" पद्धति के बारे में बात कर रहे हैं - आखिरकार, हम लगातार योजनाओं के बारे में बात कर रहे हैं। ऐसा नहीं है - कार्यशाला कार्य योजना "पुल" तकनीक के लिए आपूर्ति की पुनःपूर्ति के लिए एक आवेदन हो सकती है। और यह एप्लिकेशन इंट्रा-शॉप उत्पादन कार्यों तक विस्तृत होगा।
उत्पादन प्रबंधन की यह पद्धति आज भी प्रयोग की जाती है। मध्यम आकार और विशेष रूप से बड़े उद्यमों के लिए, काम करने का बेहतर तरीका पेश करना मुश्किल है। इसलिए, "1सी:ईआरपी एंटरप्राइज मैनेजमेंट 2" योजना के लिए दो-स्तरीय दृष्टिकोण का पूरी तरह से समर्थन करता है। इसके अलावा, इंट्रा-शॉप योजना के स्तर पर उत्पादन संसाधन प्रबंधन उपकरणों का विस्तृत चयन होता है।
कार्यशाला के अंदर कार्य की योजना बनाना
कार्यशाला के अंदर कार्य क्षेत्रों की संख्या कई दर्जन तक पहुँच सकती है। प्रत्येक अनुभाग के कार्य में संचालन का एक सेट शामिल होता है: आवश्यक उपकरण (उदाहरण के लिए, एक ड्रिल) स्थापित करना, भाग को सुरक्षित करना, भाग को ड्रिल करना, भाग को हटाना, उपकरण को हटाना आवश्यक है। प्रत्येक ऑपरेशन का अपना निष्पादन समय होता है। परिचालनों को अनुभागों की संख्या से गुणा करने पर, हमें कई सौ पैरामीटर मिल सकते हैं जिन्हें योजना बनाते समय ध्यान में रखना आवश्यक है।
यह सब एक उचित समय सीमा में कैसे नियोजित किया जा सकता है?
दो प्रसिद्ध संचालन प्रबंधन पद्धतियाँ हैं - एमईएस और टीओसी।
एमईएस (विनिर्माण निष्पादन प्रणाली) तकनीक में विशेष सॉफ्टवेयर (जिसे अक्सर एमईएस सिस्टम कहा जाता है) का उपयोग शामिल है।
एमईएस प्रणाली कार्यशाला के सभी मापदंडों (उत्पादन क्षेत्र, उनके उपकरण, उस पर किए गए संचालन, उनका समय, प्रत्येक क्षेत्र के लिए उपलब्ध कार्य समय) के बारे में इनपुट जानकारी प्राप्त करती है, साथ ही कार्यशाला कार्य योजना के रूप में उत्पादन आवश्यकताओं के बारे में जानकारी भी प्राप्त करती है। . उत्पादित प्रत्येक वस्तु के लिए, एक उत्पाद मार्ग मानचित्र एमईएस प्रणाली में लोड किया जाता है - क्षेत्र (उत्पादन उपकरण) द्वारा संचालन की एक सूची जिसे इसके उत्पादन के लिए निष्पादित किया जाना चाहिए।
इसके बाद, प्रोग्राम कार्यशाला के प्रत्येक अनुभाग के लिए इष्टतम कार्य योजना की गणना करता है, जो उत्पादन कार्यों (शिफ्ट-दैनिक कार्यों) में निर्दिष्ट है।
वास्तविक कार्य के परिणामों के आधार पर, योजना की शीघ्र पुनर्गणना की जा सकती है।
सामान्य तौर पर, यह एक बहुत अच्छी प्रबंधन तकनीक है, यदि एक के लिए नहीं, लेकिन - ऐसी परिचालन योजना की गणना के लिए अच्छे कंप्यूटिंग संसाधनों की आवश्यकता होती है, और योजना की नियमित पुनर्गणना की आवश्यकता ऐसी योजना प्रणाली को व्यवहार में अवास्तविक बना सकती है।
महत्वपूर्ण गणनाओं की समस्या को हल करने में मदद के लिए, "बाधाओं का सिद्धांत" नामक एक योजना तकनीक विकसित की गई थी। इसके लेखक (या बल्कि, लोकप्रिय बनाने वाले) एलियाहू गोल्डरैट हैं। कार्यप्रणाली के मुख्य विचारों को तीन "उत्पादन" उपन्यासों - लक्ष्य, लक्ष्य 2, लक्ष्य 3 में संहिताबद्ध किया गया था।
बाधा सिद्धांत का सार इस प्रकार है: संपूर्ण उत्पादन श्रृंखला की उत्पादकता कमजोर लिंक (सबसे कम उत्पादकता वाला अनुभाग) द्वारा निर्धारित होती है। इसलिए, इस श्रृंखला की सभी कड़ियों के कार्य की योजना बनाने की आवश्यकता नहीं है; यह सुनिश्चित करने के लिए पर्याप्त है कि कमजोर कड़ी कभी निष्क्रिय न रहे।
इस विचार को एक उदाहरण से सबसे अच्छी तरह समझा जा सकता है। आइए कल्पना करें कि हमारे पास एक मशीनिंग की दुकान है और इसमें तीन उत्पादन अनुभाग हैं - एक ड्रिलिंग अनुभाग, एक मिलिंग अनुभाग और एक कटिंग अनुभाग। इस वर्कशॉप में इलेक्ट्रिक मोटर शाफ्ट का निर्माण किया जाता है। हम एक धातु की छड़ लेते हैं, उसे काटते हैं, फिर उसे पीसते हैं, फिर तकनीक के अनुसार आवश्यक छेद ड्रिल करते हैं। शाफ्ट के निर्माण के लिए उत्पादन श्रृंखला नीचे दिए गए चित्र में दिखाई गई है:
प्रत्येक अनुभाग का प्रदर्शन नीचे दी गई तालिका में प्रस्तुत किया गया है:
ऐसी उत्पादन श्रृंखला के संचालन के प्रति घंटे हमें कितने तैयार इलेक्ट्रिक मोटर शाफ्ट मिलेंगे?
30 से अधिक टुकड़े नहीं. क्योंकि मिलिंग अनुभाग अधिक प्रसंस्करण करने में सक्षम नहीं होगा, चाहे अन्य अनुभाग कितना भी उत्पादन करें - यह इस उत्पादन श्रृंखला की "अड़चन" है।
और मिलिंग अनुभाग को प्रति घंटे 30 वर्कपीस की अधिकतम उत्पादकता पर संचालित करने के लिए, इसे निष्क्रिय नहीं होना चाहिए। उसके काम की उचित योजना बनाई जानी चाहिए और उसके सामने प्रसंस्करण के लिए हमेशा वर्कपीस की आपूर्ति होनी चाहिए।
इसलिए, नियोजन के इस दृष्टिकोण को अक्सर "ड्रम-बफ़र-रोप" कहा जाता है। ढोल की थाप उत्पादन कार्य की योजना बनाने की एक युक्ति है। यह चक्र उत्पादन बाधा के संचालन चक्र के साथ मेल खाता है (हमारे उदाहरण में, यह मिलिंग अनुभाग है)। बफ़र एक टोंटी के सामने वर्कपीस की एक आवश्यक आपूर्ति है, जो यह सुनिश्चित करने के लिए बनाई गई है कि यह कभी भी निष्क्रिय न रहे। रस्सी एक प्रबंधन प्रभाव है जो सही समय पर संपूर्ण उत्पादन श्रृंखला के साथ काम और सामग्रियों को "खींचती" है ताकि अड़चन बेकार न रहे।
बाधाओं का सिद्धांत अक्सर निम्नलिखित आलोचनाएँ उठाता है:
अड़चन की पहचान करने में दिक्कतें आ रही हैं.
विनिर्मित उत्पादों की एक बड़ी श्रृंखला वाले उद्योगों के लिए, बदलती उत्पादन योजनाओं के साथ, अलग-अलग उपकरण अलग-अलग समय पर बाधा बन सकते हैं।
इन समस्याओं को कंप्यूटिंग टूल का उपयोग करके हल किया जा सकता है जो उत्पादन श्रृंखलाओं में बाधाओं की गतिशील रूप से पहचान करते हैं।
इन स्वचालन उपकरणों में से एक "1C:ERP एंटरप्राइज मैनेजमेंट 2" है।
बिना योजना के उत्पादन प्रबंधन
सामान्य विवरण
1सी:ईआरपी उत्पादन उपप्रणाली की क्षमताओं के बारे में कहानी उत्पादन प्रबंधन के सबसे सरल संस्करण से शुरू होगी: बिना किसी योजना उपकरण का उपयोग किए लेखांकन।
नियोजन उपकरण का अर्थ उत्पादन अनुसूची के निर्माण के लिए एक तंत्र है। इसका उपयोग यहां नहीं किया जायेगा.
इस मोड में, 1C:ERP अपने पूर्ववर्ती, 1C:मैन्युफैक्चरिंग एंटरप्राइज मैनेजमेंट की "शैली" में काम करता है।
आप निम्नलिखित कारणों से नियोजन उपकरणों को अस्वीकार कर सकते हैं:
आपके पास अभी तक सामग्री उपभोग मानकों के बारे में विश्वसनीय जानकारी नहीं है,
आपको काम पूरा होने का समय और उपकरण के उपयोग की जानकारी नहीं है,
आपके पास एक विशुद्ध रूप से डिजाइन संगठन है, जहां प्रत्येक परियोजना सामग्री, कार्यों आदि का एक अनूठा सेट है।
सूची में पहले दो कारण एक अस्थायी बाधा हैं। किसी भी तरह, आपको आगे बढ़ना चाहिए और बाद में आप संभवतः अपने काम में नियोजन उपकरणों का उपयोग करेंगे।
परियोजना-आधारित संगठन के मामले में, उत्पादन योजना उपप्रणाली का उपयोग बिल्कुल नहीं किया जा सकता है - यदि हम उन परियोजनाओं के बारे में बात कर रहे हैं जो संरचना में पूरी तरह अद्वितीय हैं। यदि परियोजनाएं कुछ मानक उत्पादों का उपयोग करती हैं, जिनसे एक अद्वितीय डिजाइन समाधान इकट्ठा किया जाता है, तो मानक उत्पादों का उत्पादन अच्छी तरह से योजनाबद्ध होता है; सिस्टम की इस संभावना की उपेक्षा न करना बेहतर है।
इससे पहले कि हम आवश्यक सेटिंग्स और दस्तावेज़ प्रवाह के बारे में बात करें, आइए व्यावसायिक मामले से परिचित हों, जिसके आधार पर हम इस खंड में कार्यक्रम की क्षमताओं का वर्णन करेंगे।
कंपनी मेटल स्ट्रक्चर्स एलएलसी मानक धातु संरचनाओं - सपोर्ट और मॉड्यूल के उत्पादन में लगी हुई है।
सपोर्ट एक पाइपलाइन सपोर्ट है, मॉड्यूल एक धातु बॉक्स है जिसमें उपकरण लगाए जा सकते हैं। उत्पादों के निर्माण पर सारा काम एक कार्यशाला - असेंबली शॉप में किया जाता है। काम में हाथ से पकड़े जाने वाले बिजली उपकरण, घरेलू उपकरण और वेल्डिंग मशीनों का उपयोग किया जाता है।
उत्पाद शीट मेटल, स्टील बार और एंगल से बनाए जाते हैं। उत्पादन में काम करने वाले असेंबलर और काम करने वाले वेल्डर शामिल हैं। फिलहाल, उत्पादों के लिए सामग्री की खपत और काम के लिए कोई स्पष्ट मानक नहीं हैं।
उद्यम 1सी:ईआरपी एंटरप्राइज मैनेजमेंट 2 पर आधारित एक व्यापक स्वचालन परियोजना का संचालन कर रहा है। परियोजना का लक्ष्य व्यवसाय प्रबंधन क्षमता में सुधार और लागत का अनुकूलन करना है। परियोजना के प्रारंभिक चरण में उत्पादन के लिए एक प्रबंधन मॉडल का चयन करना आवश्यक है। मॉडल आवश्यकताएँ इस प्रकार हैं:
विनिर्मित उत्पादों के लिए उत्पादन लागत एकत्र करने की क्षमता।
सामग्री की खपत पर और अधिक आँकड़े प्राप्त करने और उत्पादन मानकों के विकास के लिए काम करने का अवसर।
उत्पादन योजना तंत्र का आगे उपयोग करने की क्षमता।
सामान्य तौर पर, यह उदाहरण इस समय रूस में मौजूद उद्यमों की विस्तृत श्रृंखला को अच्छी तरह से दर्शाता है। ये धातु संरचनाओं की कार्यशालाएं और छोटे कारखाने, फर्नीचर की दुकानें और अन्य छोटे उद्योग हैं जिनमें शारीरिक श्रम की बड़ी हिस्सेदारी है।
इसके अलावा, लगभग कोई भी उद्यम, यहां तक कि बहुत बड़ा उद्यम भी, खुद को ऐसी स्थिति में पा सकता है जहां कोई मौजूदा उत्पादन मानक नहीं हैं। इसलिए, स्वचालन के प्रारंभिक चरण के रूप में, यह उदाहरण कई लोगों के लिए उपयोगी होगा।
प्रबंधन मॉडल
लेखांकन को व्यवस्थित करने के प्रस्ताव इस प्रकार हैं:
उपयोग किए गए 1C:ERP उत्पादन प्रबंधन तंत्र का संस्करण 2.2 है।
उत्पादन प्रबंधन पद्धति - "उत्पादन कार्यक्रम की योजना के बिना।"
उत्पादन ऑर्डर दस्तावेजों का उपयोग मैन्युअल रूप से उत्पादन ऑर्डर बनाने के लिए किया जाएगा।
उद्यम की संरचना को कार्यक्रम में शामिल किया गया है, प्रभागों की निर्देशिका भरी गई है, एक डिस्पैचर प्रभाग है (यह एक विनिर्माण प्रभाग भी है) "असेंबली शॉप"।
नामकरण संदर्भ पुस्तक भर दी गई है, प्रयुक्त सामग्री और तैयार उत्पाद दर्ज किए गए हैं।
दो प्रकार के कार्य शामिल हैं: "वेल्डिंग", "असेंबली"। वेल्डिंग के लिए टैरिफ 500 रूबल है। घंटा, असेंबली के लिए - 200 रूबल। घंटा।
कार्यक्रम इस प्रकार काम करता है:
बिक्री विभाग प्रबंधक, उस समय जब उसे अपने ग्राहकों की जरूरतों को पूरा करने की आवश्यकता होती है, एक "उत्पादन आदेश" दस्तावेज़ बनाता है।
दस्तावेज़ उन उत्पादों (समर्थन/मॉड्यूल) की एक सूची निर्दिष्ट करता है जिन्हें ग्राहक के लिए उत्पादित करने की आवश्यकता होती है।
दस्तावेज़ वांछित रिलीज़ तिथि इंगित करता है।
दस्तावेज़ "उत्पादन के लिए" स्थिति में पोस्ट किया गया है।
दस्तावेज़ उत्पादन प्रबंधक के कार्यस्थल पर जाते हैं (प्रसंस्करण "उत्पादन के लिए आदेशों की कतार का प्रबंधन"), जहां जिम्मेदार कर्मचारी उत्पादन के चरण बनाता है - कार्य जो श्रमिकों की टीमों द्वारा किए जाएंगे।
उत्पादन का अगला चरण (उत्पादन कार्य) बनाते समय, उत्पादित उत्पादों की संख्या, आवश्यक सामग्रियों की सूची और आवश्यक कार्य की मात्रा का संकेत दिया जाता है। "उत्पादन चरण" दस्तावेज़ से, आप गोदाम में आवश्यक सामग्रियों को तुरंत आरक्षित या अनुरोध कर सकते हैं।
"प्रोडक्शन स्टेज" दस्तावेज़ को निष्पादन के लिए स्थानांतरित किया जाता है और टीम लीडरों के कार्यस्थल पर स्थानांतरित किया जाता है। इसके अलावा, सरलता के लिए, हम इस दस्तावेज़ को "उत्पादन कार्य" कहेंगे।
टीम लीडर कार्य के बदले कार्य स्वीकार करते हैं।
उत्पादन आवश्यकताओं के आधार पर, सामग्री को गोदाम से स्थानांतरित किया जाता है।
कार्य प्रक्रिया के दौरान, तैयार होने पर, उत्पादों को गोदाम में स्थानांतरित कर दिया जाता है, इसके बारे में जानकारी कार्यक्रम में दर्ज की जाती है।
यदि आवश्यक हो, तो कार्यक्रम चल रहे उत्पादन कार्यों के आधार पर श्रमिकों के वेतन की गणना के लिए उत्पादन दस्तावेज़ तैयार करता है।
स्क्रैप की रिहाई और सामग्रियों की अतिरिक्त आवश्यकता उत्पादन कार्य में ही परिलक्षित होती है।
किसी कार्य पर काम पूरा होने के बाद, दस्तावेज़ को पूर्ण के रूप में चिह्नित किया जाता है।
सभी उत्पादन कार्यों के पूरा होने पर, उत्पादन ऑर्डर को भी पूर्ण के रूप में चिह्नित किया जाता है। विशिष्ट कार्यस्थान मामलों की स्थिति को देखने के उचित साधन प्रदान करते हैं, जो दस्तावेज़ों की स्थिति को शीघ्रता से बदलने और आवश्यक अधीनस्थ दस्तावेज़ बनाने में मदद करते हैं।
यह योजना काफी सरल और समझने योग्य है, यह उत्पादन में सामग्री और श्रम संसाधनों के व्यापक लेखांकन के लिए प्रारंभिक आवश्यकताओं को पूरा करती है।
प्रस्तावित लेखांकन योजना के लाभ:
सुविधाजनक उत्पादन लेखांकन उपकरण, जो स्वचालित कार्यस्थानों में एकत्र किए जाते हैं।
उत्पादन आवश्यकताओं को गोदाम से सामग्री के स्थानांतरण के साथ जोड़ना। निष्पादित उत्पादन कार्य गोदाम से सामग्रियों के हस्तांतरण की सीमा निर्धारित करते हैं। यदि किसी उत्पादन कर्मचारी को अतिरिक्त सामग्री प्राप्त करने की आवश्यकता है, तो उसे मूल आवश्यकता को बदलना होगा, जो कार्यक्रम में परिलक्षित होता है और आगे के विश्लेषण और कार्यवाही के लिए उपलब्ध है।
उत्पादन में टुकड़े-टुकड़े काम पर तुरंत स्विच करने का अवसर। सभी कार्य उत्पादन कार्यों के ढांचे के भीतर किए जाते हैं, वेतन की गणना कार्य की निर्दिष्ट मात्रा के आधार पर की जाती है।
इसके अलावा, योजना आपको भविष्य के उत्पादन मानकों की गणना के लिए आवश्यक आंकड़े प्राप्त करने की अनुमति देती है और इस प्रकार कार्यक्रम में नियोजन तंत्र के उपयोग के लिए संक्रमण सुनिश्चित करती है।
दी गई लेखांकन योजना के अनुसार 1सी:ईआरपी एंटरप्राइज मैनेजमेंट 2 कार्यक्रम के साथ काम करने का प्रदर्शन पाठ्यक्रम के पूर्ण संस्करण से वीडियो व्याख्यान में दिखाया गया है, जो लिंक पर पंजीकरण के बाद उपलब्ध है:।
पाठकों से अक्सर पूछे जाने वाले प्रश्न
कार्यक्रम में दो दस्तावेज़ "उत्पादन के लिए आदेश" और "उत्पादन का चरण" क्यों हैं, क्योंकि वास्तव में, इन दोनों को एक निश्चित मात्रा में उत्पादों का उत्पादन करने का काम सौंपा गया है?
एक उत्पादन ऑर्डर में एक निश्चित मात्रा में काम होता है जिसे पूरा करने की आवश्यकता होती है (उत्पादों का उत्पादन)। ऑर्डर कार्य के चरण (किस कार्यशाला में क्या किया जाएगा, किस प्रकार के कार्य केंद्रों पर) "उत्पादन चरण" दस्तावेजों में शामिल हैं।
यदि ऑर्डर को अलग-अलग बैचों में उत्पादित करने की आवश्यकता होती है तो इसी तरह की आवश्यकता उत्पन्न हो सकती है; इन बैचों को उत्पादन चरणों के अनुसार आसानी से समूहीकृत किया जाता है।
उत्पादन के उन चरणों के लिए जो प्रगति पर हैं, धातु की आधी शीट को स्थानांतरित करना आवश्यक है, लेकिन गोदाम आधी को "काट" नहीं सकता है और पूरी शीट दे देगा। कार्यक्रम में इसे कैसे औपचारिक बनाया जाए?
गोदाम से सामग्री स्थानांतरित करते समय, शीट का आधा हिस्सा ऑर्डर के अनुसार ("उत्पादन चरण" दस्तावेज़ के आधार पर) और आधा वर्कशॉप स्टोररूम में स्थानांतरित करें। अगली बार जब उत्पादन में इस सामग्री की आवश्यकता होगी, तो इसे पेंट्री में अधिशेष से प्राप्त किया जा सकता है।
हम दैनिक शिफ्ट असाइनमेंट के साथ काम करने के आदी हैं, हम प्रोग्राम में इस दस्तावेज़ को कैसे प्रारूपित कर सकते हैं?
"उत्पादन चरण" दस्तावेज़ों का उपयोग करके, दस्तावेज़ों की आवश्यक सूची का चयन करें और उन्हें प्रिंट करें। ऐसा करने का सबसे सुविधाजनक तरीका "डिस्पैचिंग चरण" कार्यक्षेत्र में है।
उत्पादन विनिर्देश या किसी अन्य दस्तावेज़ का कभी कोई उल्लेख नहीं किया गया जो सामग्री की खपत आदि के लिए मानक निर्धारित करता है। यह ठीक है?
यह स्पष्ट है कि मानकों के बिना काम करना बहुत अच्छा नहीं है: उत्पादन आवश्यकताओं की योजना बनाना कठिन है, और दुरुपयोग का मुकाबला करना कठिन है। लेकिन आपको कहीं न कहीं से शुरुआत करनी होगी. कभी-कभी मानकों के विकास के चरण में लंबा समय लग सकता है, इससे संपूर्ण उद्यम स्वचालन परियोजना के लिए समस्याएं पैदा होती हैं। इस मामले में, आप इस तरह से काम करना शुरू कर सकते हैं - आवश्यक सामग्रियों को इंगित करना और "उत्पादन चरण" दस्तावेज़ में उसी समय काम करना जब यह आवश्यक हो। समय के साथ आप इस अभ्यास को आसानी से छोड़ पाएंगे।
प्रोग्राम की काफी सरल सेटिंग्स और स्पष्ट दस्तावेज़ प्रवाह की मदद से, हमने लेखांकन में चीजों को व्यवस्थित किया है और एमआरपी मानक की कुछ आवश्यकताओं को पहले ही पूरा कर लिया है। यद्यपि यहां यह कहा गया है कि हम अभी तक योजना तंत्र का उपयोग नहीं करते हैं, उत्पादन आदेश स्वयं और उनके उत्पादन चरण उन सामग्रियों के लिए नियोजित आवश्यकताएं बनाते हैं जिनका उपयोग खरीद उपप्रणाली में किया जा सकता है - खरीद योजना के लिए।
और उत्पादन ऑर्डर स्वयं ऐसे ही नहीं बनाए जा सकते हैं - मैन्युअल रूप से, लेकिन उत्पादन योजना की जरूरतों के आधार पर ("पुश" योजना पद्धति के लिए) या, आवश्यकतानुसार, "पुल" विधि के लिए मानक स्टॉक को फिर से भरने के लिए।
1सी:ईआरपी एंटरप्राइज मैनेजमेंट 2 प्रोग्राम कैसे स्थापित करें ताकि ये तंत्र काम करें, इस पर अगले अध्याय में चर्चा की जाएगी।
इस प्रबंधन मॉडल के लिए एक अनुमानित दस्तावेज़ प्रवाह आरेख नीचे दिए गए चित्र में दिखाया गया है:
उत्पादन ऑर्डर बनाने की विधियाँ
उपरोक्त उदाहरण में, उत्पादन ऑर्डर बिक्री विभाग प्रबंधक द्वारा बनाया गया था। यह 1सी:ईआरपी एंटरप्राइज मैनेजमेंट 2 प्रोग्राम के साथ काम करने का एक स्वीकार्य तरीका है, लेकिन सबसे सही और सुविधाजनक नहीं है।
प्रोग्राम में उत्पादन दस्तावेज़ बनाने के लिए अन्य क्या विकल्प हो सकते हैं?
प्रबंधक एक "ग्राहक ऑर्डर" दस्तावेज़ बना सकता है और उसके आधार पर उत्पादन ऑर्डर भर सकता है। यह दृष्टिकोण अधिक सुविधाजनक है - आपको प्रोग्राम में एक ही जानकारी दो बार दर्ज करने की आवश्यकता नहीं है।
प्रबंधक कई ग्राहक ऑर्डर बना सकते हैं, और फिर उत्पादन प्रबंधक स्वतंत्र रूप से एक अंतिम उत्पादन ऑर्डर तैयार करेगा जो मूल ग्राहक ऑर्डर की सभी जरूरतों को पूरा करेगा। इस तरह आप कर्मचारियों की जिम्मेदारी और पहुंच के क्षेत्रों को निर्धारित कर सकते हैं। साथ ही, यह दृष्टिकोण आपको काम को आसान बनाने की अनुमति देता है, और तदनुसार यह तेजी से और बेहतर गुणवत्ता के साथ किया जाएगा - प्रत्येक कर्मचारी अपने स्वयं के प्रकार के दस्तावेजों के साथ काम करता है, जिसे वह अच्छी तरह से जानता है।
वीडियो व्याख्यान, जो अनुच्छेद 1-2 से कार्यक्रम तंत्र के उपयोग को प्रदर्शित करता है, पाठ्यक्रम के पूर्ण संस्करण में है, जो लिंक पर पंजीकरण के बाद उपलब्ध है:।
किसी उद्यम का वाणिज्यिक विभाग एक अवधि (महीने) के लिए बिक्री योजना बना सकता है, जिसके अनुसार एक उत्पादन योजना स्वचालित रूप से तैयार की जाएगी। उत्पादन योजना के आधार पर, उत्पादन आदेश बनाए जा सकते हैं। दस्तावेज़ बनाने का यह विकल्प क्लासिक "पुश" योजना तकनीक के सबसे करीब है।
तैयार माल गोदाम के लिए तैयार माल का स्टॉक मानक निर्धारित किया जाएगा। यदि बिक्री प्रक्रिया के दौरान वास्तविक गोदाम शेष मानक से नीचे हैं, तो स्टॉक को फिर से भरने के लिए एक उत्पादन आदेश बनाया जा सकता है। यह विकल्प "पुल" योजना तकनीक लागू करता है।
एक वीडियो व्याख्यान जो उत्पादन ऑर्डर उत्पन्न करने के लिए योजनाओं और मानक सूची के उपयोग को प्रदर्शित करता है, पाठ्यक्रम के पूर्ण संस्करण में है, जो लिंक पर पंजीकरण के बाद उपलब्ध है:।
जब हम परियोजना गतिविधियों के बारे में बात कर रहे हैं तो ग्राहक के ऑर्डर के आधार पर उत्पादन ऑर्डर बनाना संभव है। यहां, प्रत्येक ग्राहक ऑर्डर की विशिष्ट आवश्यकताएं होती हैं, जो एक अलग उत्पादन ऑर्डर द्वारा पूरी की जाती हैं। एक अन्य विकल्प सरकारी आदेश (रक्षा उद्यम, आदि) है, यहां ग्राहक ऑर्डर में सीरियल उत्पाद शामिल हो सकते हैं, लेकिन कानूनी आवश्यकताएं ऐसी हैं कि किसी विशिष्ट ऑर्डर से संबंधित सामग्री प्रवाह को ट्रैक करना आवश्यक है। इसे ग्राहक के आदेशों के "अलग प्रावधान" के लिए एक विशेष तंत्र द्वारा कार्यान्वित किया जाता है। अन्य मामलों में, उत्पादन दस्तावेज़ प्रवाह के अधिक सुविधाजनक तरीकों पर विचार करना बेहतर है।
उत्पादन योजना का उपयोग बड़े पैमाने पर उत्पादन और मध्यम-लंबे उत्पादन चक्र (एक सप्ताह या अधिक से) वाले उद्यमों के लिए उपलब्ध है।
उत्पादन योजनाओं का एक विकल्प मानक सूची के नियंत्रण वाले विकल्प का उपयोग करना हो सकता है। उत्पाद इन्वेंट्री टर्नओवर के आधार पर, आप ग्राहकों की जरूरतों को पूरा करने के लिए आवश्यक गोदाम भंडार निर्धारित करते हैं। यदि शेष मानक से नीचे हैं, तो उत्पादन उनकी भरपाई करता है।
दूसरे और तीसरे विकल्प के बीच चुनाव निम्नलिखित मापदंडों द्वारा निर्धारित किया जाता है:
तैयार उत्पादों का शेल्फ जीवन। उदाहरण के लिए, आम तौर पर खाद्य उद्योग के लिए, केवल तीसरा विकल्प लागू होता है (वर्तमान शिपमेंट सुनिश्चित करने के लिए आवश्यक मानक स्टॉक बनाए रखना), कच्चे स्मोक्ड, सूखे-सुखाए गए सॉसेज, जैमन और चीज के उत्पादन के दुर्लभ अपवाद के साथ पकने की लंबी अवधि - योजनाओं के अनुसार इनका उत्पादन करना बेहतर होता है। यह इस तथ्य के कारण है कि उत्पादन अवधि के दौरान मांग में उतार-चढ़ाव से गोदाम में ओवरस्टॉकिंग हो सकती है, जिससे माल खराब हो जाएगा और नुकसान होगा। यहां उत्पादन के लिए ऑर्डर उत्पन्न करने के लिए एक अधिक गतिशील प्रणाली की आवश्यकता है, जो तुरंत मांग का जवाब देगी - गतिशीलता स्टॉक मानक द्वारा सटीक रूप से निर्धारित की जाती है, जिसे वर्तमान मांग द्वारा नियंत्रित किया जाता है (अतिरिक्त स्टॉक खराब होने लगे, भंडारण मानक थे) कम किया हुआ)।
तैयार उत्पादों का उत्पादन समय - यह जितना कम होगा, मानक स्टॉक वाले विकल्प की प्राथमिकता उतनी ही अधिक होगी। यदि उत्पादन चक्र को दिनों में मापा जाता है, तो आपके पास गोदामों में माल का अपेक्षाकृत छोटा भंडार हो सकता है और आवश्यकतानुसार तुरंत उनकी भरपाई की जा सकती है। इससे तैयार उत्पादों को ओवरस्टॉक करने की समस्या खत्म हो जाती है।
मांग में बड़े उतार-चढ़ाव - यदि मांग की मात्रा एक महीने या उससे अधिक की अवधि के लिए गारंटी दी जाती है, तो उत्पादन को योजनाओं के अनुसार व्यवस्थित किया जा सकता है; यदि योजना अवधि के भीतर उतार-चढ़ाव महत्वपूर्ण हैं, तो उनके नियमित स्टॉक के साथ मानक स्टॉक का पालन करना बेहतर है माल के कारोबार के आधार पर समायोजन।
उत्पादन ऑर्डर जनरेट करने के सभी तीन विकल्प 1C:ERP में बहुत अच्छी तरह से कार्यान्वित किए गए हैं। कार्यक्रम में उनके तकनीकी कार्यान्वयन में, एक विकल्प का दूसरों पर कोई लाभ नहीं होता है, इसलिए व्यवसाय की वास्तविक जरूरतों के आधार पर चुनाव किया जाना चाहिए।
सामग्री और उत्पादन संसाधनों की सरल योजना
उत्पादन योजना पर प्रारंभिक नोट्स
जब उत्पादन योजना की बात आती है, तो दो अवधारणाएँ अक्सर भ्रमित और भ्रमित होती हैं: सामग्री, कर्मियों, उपकरणों के लिए कार्य के दायरे और उत्पादन आवश्यकताओं की योजना बनाना और उत्पादन कार्यक्रम का निर्माण करना।
इस गलती से बचने के लिए मैं निम्नलिखित परिभाषा देना चाहूँगा। कोई कह सकता है कि मात्रा में योजना (उत्पादन आउटपुट/खपत) हमारे शीर्ष-स्तरीय इरादे हैं, जिन्हें बाद में गंभीरता से परिष्कृत किया जाता है और एक उत्पादन कार्यक्रम में बदल दिया जाता है, जिसमें तत्काल निष्पादक के लिए एक विशिष्ट समय संदर्भ होता है - किस बिंदु पर यह या वह उत्पादन घटना घटित होनी चाहिए. और यह क्षण कोई निश्चित अवधि नहीं है, बल्कि घटना की शुरुआत की एक सटीक अनिवार्य तारीख (और कभी-कभी सटीक समय) है।
उत्पादन अनुसूची तैयार करना श्रम-गहन कार्य है, और इसके निष्पादन के लिए उच्च उत्पादन अनुशासन की आवश्यकता होती है, जब किसी भी विचलन को तुरंत नियंत्रित किया जाना चाहिए और यदि आवश्यक हो, तो कार्य अनुसूची की पुनर्गणना की प्रक्रिया भी जल्दी से शुरू की जानी चाहिए।
इस तथ्य के कारण कि कई उद्यम उचित संगठनात्मक आदेश स्थापित किए बिना तुरंत कार्यक्रम में कार्य शेड्यूल बनाने के लिए आगे बढ़ने का प्रयास करते हैं, अक्सर स्थिति उत्पन्न होती है कि उत्पादन शेड्यूल दीवार पर लटकी हुई "सभी अच्छी चीजों के लिए" एक प्रकार की घोषणा है। , जो शानदार है और निष्पादन के लिए आवश्यक नहीं है, जो इस तरह के गंभीर नियंत्रण के विचार का अवमूल्यन करता है। इस मामले में, अन्य सरल और अधिक सुविधाजनक टूल के साथ ऑर्डर बहाल करना बेहतर है।
एक और गंभीर समस्या है - कार्यक्रम द्वारा गणना की गई उत्पादन अनुसूची कर्मचारियों के बीच संदेह पैदा कर सकती है, जो अनुभव से, "जानते हैं कि इसे बेहतर कैसे करना है।" ये संदेह असंतोष और संघर्ष में बदल जाते हैं, जिससे स्थिति बिगड़ जाती है; यह यहां तक जा सकता है कि वे काम की विफलता के लिए "गलत" शेड्यूल और काम के अत्यधिक विनियमन और नौकरशाहीकरण को दोष देने की कोशिश करेंगे।
यहां सिफारिशें सरल हैं - उत्पादन कर्मचारियों को स्वयं एक सुविधाजनक उपकरण प्राप्त करना चाहिए जो उन्हें अपने काम की उचित योजना बनाने की अनुमति देगा। "क्रांतिकारी" के बजाय इस "विकासवादी" तरीके से आगे बढ़ना बेहतर है - उत्पादन मात्रा की योजना बनाकर शुरुआत करें। 1सी:ईआरपी एंटरप्राइज मैनेजमेंट 2 प्रोग्राम में इसके लिए सभी आवश्यक उपकरण हैं।
नियोजन उपप्रणाली का उपयोग करना
आइए कल्पना करें कि हमारे उदाहरण उद्यम - मेटल कंस्ट्रक्शन एलएलसी - में सामग्री के लिए उत्पादन आवश्यकताओं (एक खरीद योजना बनाने के लिए) की योजना बनाने के साथ-साथ रोजगार को नियंत्रित करने के लिए काम करने वाले कर्मियों की जरूरतों की योजना बनाने का कार्य था। हालाँकि हमें एक सटीक उत्पादन कार्यक्रम की आवश्यकता नहीं है, हमें केवल एक सामान्य अनुमान की आवश्यकता है कि क्या खरीदा जाना चाहिए और अवधि के लिए नियोजित उत्पादन मात्रा का उत्पादन करने के लिए कितने श्रमिकों की आवश्यकता है।
यदि आप 1C:ERP नियोजन उपप्रणाली और निम्नलिखित कार्य प्रवाह का उपयोग करते हैं तो इस समस्या को काफी सरलता से हल किया जा सकता है:
विनिर्मित उत्पादों की प्रत्येक वस्तु के लिए, हमें सामग्री और कार्य की खपत के लिए नियोजित मानक निर्धारित करना होगा। 1C:ERP प्रोग्राम में इस दस्तावेज़ को संसाधन विनिर्देश कहा जाता है।
आपको एक उत्पादन योजना (कार्यक्रम का "उत्पादन योजना" दस्तावेज़) बनाने और भरने की आवश्यकता है।
आपको उत्पादन आवश्यकताओं की पहचान, विश्लेषण और उन्हें पूरा करने के लिए अन्य नियोजन तंत्रों और कार्यक्रम रिपोर्टों का उपयोग करने की आवश्यकता है:
उत्पादन योजना के आधार पर, खरीद योजना (सामग्री के लिए हमारी आवश्यकता) को पूरा करना संभव होगा। खरीद योजना के आधार पर, आपूर्तिकर्ताओं के लिए ऑर्डर बनाना संभव होगा।
श्रम संसाधनों के लिए नियोजित आवश्यकता रिपोर्ट घंटों में काम की आवश्यक मात्रा दिखाएगी। उपलब्ध कार्य समय के साथ इन आंकड़ों की तुलना करके, यह निर्धारित करना संभव है कि क्या अतिरिक्त कर्मियों की आवश्यकता है या क्या पर्याप्त कर्मी हैं, या, शायद, ऐसी उत्पादन योजना के लिए श्रमिकों की संख्या अत्यधिक है।
यह लेखांकन विकल्प उस लेखांकन योजना की निरंतरता और सरल विकास है जो पहले दिखाई गई थी। यहां आपको केवल निर्मित उत्पादों की सभी वस्तुओं के लिए "संसाधन विशिष्टताएं" निर्देशिका भरने की आवश्यकता है। विशिष्टताओं को बनाने के काम को इस तथ्य से बहुत सुविधाजनक बनाया जा सकता है कि हमारे पास कार्यक्रम में पहले से ही उत्पादन में सामग्री और काम की लागत के बारे में जानकारी है, जो पूर्ण उत्पादन चरणों के आंकड़ों से उपलब्ध है (आप "उत्पादन लागत" और "लागत" रिपोर्ट का उपयोग कर सकते हैं) विनिर्मित उत्पादों का")।
यह लेखांकन क्या प्रदान करता है:
हम पूर्ण उत्पादन प्रबंधन की ओर बढ़ रहे हैं; योजनाएं हमें किए गए कार्य और आवश्यक संसाधनों को जोड़ने की अनुमति देती हैं।
यदि हमारा उद्यम "पुश" प्रबंधन पद्धति का उपयोग करता है, तो उत्पादन योजना का उपयोग उत्पादन कर्मियों को प्रेरित करने के लिए किया जा सकता है - यह उनके काम की प्रभावशीलता के लिए एक KPI है।
यदि, भविष्य में, हम "पुल" पद्धति का उपयोग करने जा रहे हैं, तो योजनाएं हमें "ऊपर से" समग्र आवश्यकता का आकलन करने की अनुमति देंगी - क्या हमारे पास अपने ग्राहकों को उत्पाद शीघ्र उपलब्ध कराने के लिए पर्याप्त संसाधन हैं। यह एक संयुक्त दृष्टिकोण है जहां उत्पादन योजना सख्त आवश्यकताएं नहीं है, बल्कि उत्पादन क्षमताओं का आकलन है।
यहाँ क्या कमी है? हम अभी भी इसकी पर्याप्तता के दृष्टिकोण से भी उत्पादन उपकरण को ध्यान में नहीं रखते हैं। यह कार्यक्रम की सीमा नहीं है, बल्कि मूल उदाहरण की सीमा है, जहां यह माना गया था कि हमारे पास उत्पादन में कार्य केंद्र (उपकरण) नहीं हैं, और सभी काम हाथ के औजारों (वेल्डिंग मशीन, ग्राइंडर, आदि) से किए जाते हैं। .) और यह काम करने वाले कर्मियों के लिए पर्याप्त है। लेकिन संसाधन विनिर्देश में कार्य केंद्रों (उपकरण) और आवश्यक परिचालन समय को इंगित करके उदाहरण का विस्तार किया जा सकता है। इसके बाद, आप "डीसी के प्रकारों के लिए नियोजित मांग" रिपोर्ट का उपयोग करने में सक्षम होंगे और उपकरण की आवश्यकता का वही मूल्यांकन प्राप्त कर सकेंगे जो पहले उत्पादन कर्मियों के लिए प्राप्त किया गया था।
एक वीडियो व्याख्यान जो दिखाता है कि आवश्यक उत्पादन संसाधनों को निर्धारित करने के लिए उत्पादन योजना का उपयोग कैसे करें, पाठ्यक्रम के पूर्ण संस्करण में है, जो लिंक पर पंजीकरण के बाद उपलब्ध है:।
उत्पादन सामग्री की गतिशील आपूर्ति
उत्पादन कार्यक्रम के निर्माण के लिए आगे बढ़ने से पहले, मैं लेखांकन को व्यवस्थित करने में एक और "विकासवादी" कदम को परिभाषित करना चाहूंगा - 1सी:ईआरपी एंटरप्राइज मैनेजमेंट 2 में सामग्री प्रवाह का प्रबंधन।
आइए एक स्थिति की कल्पना करें - हमारे पास उत्पादन के कई चरण हैं, काम के लिए सामग्री की आवश्यकता होती है। उसी समय, उत्पादन के लिए सामग्री खरीदी जाती है - आपूर्तिकर्ताओं को ऑर्डर दिए जाते हैं, माल गोदाम में पहुंचता है, माल अन्य गोदामों से ले जाया जाता है, आदि। कार्यक्रम में इन प्रक्रियाओं को सही ढंग से लिंक करना आवश्यक है ताकि उत्पादन कर्मचारी सामग्री प्रवाह की तस्वीर का तुरंत आकलन कर सकें और अपने काम को सही ढंग से वितरित कर सकें (अभी भी मैन्युअल रूप से)।
ऐसा करने के लिए, 1C:ERP न केवल वास्तविक घटनाओं का रिकॉर्ड रखता है, बल्कि भविष्य की घटनाओं का भी रिकॉर्ड रखता है।
"उत्पादन चरण" दस्तावेज़ में, सारणीबद्ध अनुभागों में नियोजित तिथियों के बारे में जानकारी होती है जब चरण के पूरा होने को सुनिश्चित करने के लिए कुछ सामग्रियों को गोदाम से स्थानांतरित किया जाना चाहिए। दस्तावेज़ पोस्ट करते समय, सामग्री की नियोजित आवाजाही को प्रोग्राम रजिस्टर में दर्ज किया जाता है - गोदाम से सामग्री के प्रस्थान की एक योजना दिखाई देती है।
बदले में, "ऑर्डर टू सप्लायर" दस्तावेज़ में यह जानकारी होती है कि सामग्री गोदाम में कब पहुंचेगी - गोदाम में सामग्री की प्राप्ति के लिए एक योजना प्राप्त की जाती है। सामग्री संचलन आदेशों के लिए भी यही सच है। उत्पादन चरण स्वयं, सामग्रियों के प्रस्थान की योजना के अलावा, विनिर्मित उत्पादों की प्राप्ति के लिए एक योजना बनाता है, जिसका उपयोग उत्पादन के अन्य चरणों और ग्राहक ऑर्डर प्रदान करने के लिए किया जा सकता है।
इन सभी नियोजित गतिविधियों को प्रोग्राम द्वारा नियंत्रित किया जाता है (आप उन्हें "कमोडिटी कैलेंडर" रिपोर्ट में देख सकते हैं)। इसके अलावा, एक सुविधाजनक स्वचालित कार्य केंद्र है - इन गतिविधियों को प्रबंधित करने के लिए "ऑर्डर आपूर्ति स्थिति" को संसाधित करना - नियोजित (और वास्तविक) आपूर्ति के साथ नियोजित आवश्यकताओं को संतुलित करना। नियंत्रण मैन्युअल रूप से या आंशिक रूप से या पूरी तरह से स्वचालित रूप से किया जा सकता है। कार्यक्रम आपको आपूर्ति में अंतराल दिखाएगा (ऐसी अवधि जब राइट-ऑफ की योजना बनाई गई है, लेकिन गोदाम में पर्याप्त सामग्री नहीं है और इसकी उम्मीद नहीं है) और उन्हें खत्म करने के लिए विकल्प प्रदान करेगा (शिपमेंट तिथि को स्थानांतरित करना, शिपमेंट को विभाजित करना) बैचों में, आदि)।
यदि आप सामग्री प्रवाह को प्रबंधित करने के लिए 1C:ERP प्रोग्राम का सक्षम रूप से उपयोग करना चाहते हैं, तो इस प्रसंस्करण को समझना और इसे अपने काम में उपयोग करना अनिवार्य है।
एक वीडियो व्याख्यान जो दर्शाता है कि "ऑर्डर आपूर्ति स्थिति" को कैसे संसाधित किया जाए, पाठ्यक्रम के पूर्ण संस्करण में है, जो लिंक के माध्यम से पंजीकरण के बाद उपलब्ध है:।
सामग्री के आधार पर उत्पादन कार्यक्रम बनाना
हम मान लेंगे कि फिलहाल हमने वर्तमान उत्पादन लेखांकन में पूरी तरह से ऑर्डर ला दिया है: चल रहे ऑर्डर के बारे में जानकारी तुरंत 1C:ERP में दर्ज की जाती है, सामग्री को उत्पादन में स्थानांतरित किया जाता है, तैयार उत्पादों की रिहाई को औपचारिक रूप दिया जाता है, उत्पादन की ज़रूरतें खरीद से जुड़ी होती हैं , उत्पादन सक्षम रूप से बिक्री के साथ इंटरैक्ट करता है। अब आप प्रोडक्शन शेड्यूल बनाना शुरू कर सकते हैं।
शुरू करने के लिए सबसे सरल शेड्यूल गणना उपलब्ध इन्वेंट्री और वर्तमान खरीद के बारे में जानकारी का उपयोग करके यह निर्धारित करना है कि सभी आवश्यक सामग्री स्टॉक में कब होगी और उत्पादन चरण पूरा किया जा सकता है।
यह योजना एवं लेखा योजना इस प्रकार दिखती है:
एक उत्पादन ऑर्डर बनाया जाता है, और ऑर्डर के आधार पर उत्पादन चरणों का गठन किया जाता है।
उत्पादन चरणों की भौतिक आवश्यकताओं के आधार पर, एक निश्चित आपूर्ति योजना बनाई जाती है। यहां आपूर्ति योजना का मतलब 1सी:ईआरपी एंटरप्राइज मैनेजमेंट 2 कार्यक्रम का एक विशिष्ट उद्देश्य नहीं है, बल्कि गतिविधियों का एक सेट है - आपूर्तिकर्ताओं के लिए ऑर्डर बनाना, सामग्रियों की आवाजाही के लिए ऑर्डर बनाना, आवश्यक के उत्पादन के लिए आपूर्ति ऑर्डर बनाना। अर्ध-तैयार उत्पाद/असेंबली।
ऑर्डर आपूर्ति स्थिति प्रसंस्करण का उपयोग करके, आप यह निर्धारित करते हैं कि मूल उत्पादन ऑर्डर के उत्पादन चरणों को कब सुरक्षित किया जा सकता है (वर्तमान में या भविष्य की प्राप्तियों से)।
उत्पादन कार्यक्रम की गणना की जाती है। कार्यक्रम इस जानकारी का विश्लेषण करता है कि चरणों की सामग्री की ज़रूरतें कब पूरी की जा सकती हैं और चरणों पर काम की शुरुआत की तारीख बदलने का सुझाव देता है।
यदि प्रस्तावित कार्य की समय सीमा डिस्पैचर को संतुष्ट नहीं करती है, तो वह चरणों के बीच सामग्री को पुनर्वितरित कर सकता है (रिजर्व हटा सकता है) और शेड्यूल की पुनर्गणना कर सकता है।
जिस दिन सामग्री गोदाम में होती है, उस दिन प्रोग्राम इंटरफ़ेस में जानकारी उपलब्ध हो जाती है कि चरण की ज़रूरतें पूरी हो गई हैं और इसे संचालन में लाया जा सकता है।
प्रस्तावित लेखांकन मॉडल के लाभ:
आपका उत्पादन स्वचालित रूप से एक निष्पादन योग्य कार्य शेड्यूल प्राप्त करता है (आवश्यक सामग्री स्टॉक में हैं - आप काम करना शुरू कर सकते हैं)।
ऐसे उत्पादन कार्यक्रम की गणना करने का तंत्र काफी सरल और समझने योग्य है।
शेड्यूल की गणना करने के लिए अभी तक आवश्यक उपकरणों के बारे में जानकारी की आवश्यकता नहीं है, इसलिए इसका उपयोग उन उद्यमों के लिए भी उपलब्ध है जहां उत्पादन की नियामक और संदर्भ जानकारी अभी तक क्रम में नहीं रखी गई है। आपको कार्यक्रम में संसाधन विशिष्टताओं को दर्ज करने की भी आवश्यकता नहीं है, लेकिन सामग्री की आवश्यकता को इंगित करने के लिए उत्पादन चरण का उपयोग करें - इस जानकारी के आधार पर कार्य अनुसूची की गणना की जाएगी।
केवल एक ही नुकसान है - हम नहीं जानते कि उस समय उत्पादन उपकरणों के संभावित भार के आधार पर, उत्पादन मंच पर तुरंत काम शुरू हो पाएगा या नहीं, क्योंकि हम अभी तक उपकरण का उपयोग करने की योजना नहीं बनाते हैं। हमारे पास अभी भी कुछ आवश्यक जानकारी है, लेकिन यह गणना की गई अनुसूची की व्यवहार्यता की गारंटी देने के लिए पर्याप्त नहीं है।
कार्य योजना की इस पद्धति का उपयोग कहां किया जा सकता है:
किसी भी उद्यम में उत्पादन उपप्रणाली शुरू करने की प्रक्रिया में, जैसे ही कर्मचारी कार्यक्रम की क्षमताओं से पर्याप्त रूप से परिचित हो जाते हैं।
उद्यमों में जहां उत्पादन के लिए हाथ के औजारों का उपयोग किया जाता है - धातु संरचनाओं का छोटा उत्पादन, फर्नीचर उत्पादन, असेंबली संयंत्र।
ऐसे उत्पादन कार्यक्रम की प्रयोज्यता पर मुख्य सीमा श्रम या उपकरण में बाधाओं की उपस्थिति है। यही है, यदि उत्पादन के दौरान सब कुछ केवल गोदाम में आवश्यक सामग्री पर निर्भर करता है, तो आप सभी समय के लिए कार्य अनुसूची की गणना के लिए इस विकल्प का सुरक्षित रूप से उपयोग कर सकते हैं और यह काफी पर्याप्त है; जटिलता यहां कोई परिणाम नहीं लाएगी और केवल अनावश्यक पैदा करेगी समस्या।
भौतिक संसाधनों पर आधारित उत्पादन योजना के विकल्प में परिवर्तन केवल नियोजन उपप्रणाली की सेटिंग्स में निरंतर "उत्पादन प्रबंधन पद्धति" के मूल्य को बदलकर किया जाता है; इसका मूल्य "भौतिक संसाधनों पर आधारित योजना" के बराबर होना चाहिए। इसके बाद, संबंधित नियोजन क्षमताएं उत्पादन डिस्पैचर ("ऑर्डर कतार प्रबंधन", "डिस्पैचिंग चरण") के स्वचालित कार्य केंद्र में उपलब्ध होंगी। उस समय पहले से चल रहे उत्पादन आदेशों और चरणों को पुनर्निर्धारित करने की आवश्यकता होगी, लेकिन यह मुश्किल नहीं होगा (यह कार्य नए आदेशों/चरणों की योजना बनाने से अलग नहीं है)।
उत्पादन प्रबंधन की इस पद्धति को प्रदर्शित करने वाला एक वीडियो व्याख्यान पाठ्यक्रम के पूर्ण संस्करण में है, जो लिंक पर पंजीकरण के बाद उपलब्ध है:।
सामग्री और उपकरणों के आधार पर उत्पादन कार्यक्रम बनाना
प्रारंभिक नोट्स और सेटिंग्स
एक उत्पादन शेड्यूल बनाने का कार्य जो आपके उत्पादन के कार्यभार की सही ढंग से योजना बनाएगा, कुछ हद तक, एक रचनात्मक और संगठनात्मक मुद्दा है। प्रत्येक उद्यम के लिए, उत्पादन संरचना के प्रारंभिक अध्ययन की आवश्यकता होती है, और उसके बाद ही हम कैसे और क्या योजना बनाई जाए, इस पर कुछ सिफारिशें दे सकते हैं।
इस संबंध में, यह पाठ्यक्रम समस्या को हल करने के लिए कोई सार्वभौमिक दृष्टिकोण प्रस्तुत नहीं करेगा (सैद्धांतिक रूप से कोई नहीं है)। इसके बजाय, विभिन्न उत्पादन विकल्पों के लिए कई संभावित समाधानों का वर्णन किया जाएगा।
उदाहरणों के साथ आगे बढ़ने से पहले, आपको इस नियोजन विकल्प का उपयोग करने के लिए प्रोग्राम को कॉन्फ़िगर करने की आवश्यकता है - आपको उत्पादन सेटिंग्स में संबंधित स्थिरांक को स्विच करने और "सामग्री और उत्पादन संसाधनों द्वारा नियोजन" मान का चयन करने की आवश्यकता है।
उन उत्पादन चरणों के लिए जो इस बिंदु तक बनाए गए हैं, भौतिक सीमाओं पर आधारित एक कार्य अनुसूची लागू होगी। नई नियोजन रणनीति में परिवर्तन से कोई बड़ी समस्या पैदा नहीं होगी - पुराने ऑर्डर पुराने तरीके से पूरे किए जाएंगे, नए ऑर्डर नए तरीके से। प्रारंभिक अवधि में नए आदेशों की योजना बनाने में कुछ त्रुटियाँ इस तथ्य के कारण होंगी कि उनकी योजना मौजूदा भार को ध्यान में नहीं रखेगी। सभी पुराने ऑर्डर पूरे होने के बाद ये त्रुटियां तुरंत बंद हो जाएंगी।
1सी:ईआरपी उत्पादन उपप्रणाली की शब्दावली
1सी:ईआरपी में एक उत्पादक संसाधन को कार्य केंद्र कहा जाता है। एक कार्य केंद्र उत्पादन उपकरण और श्रमिकों दोनों को संदर्भित कर सकता है।
समान कार्य केंद्रों को कार्य केंद्र प्रकारों में संयोजित किया जाता है। कार्य योजना संपूर्ण दृश्य के लिए और प्रत्येक कार्य केंद्र के लिए व्यक्तिगत रूप से बनाई जा सकती है।
कार्य केन्द्रों के लिए कार्य योजना नियोजन अंतरालों का उपयोग करके की जाती है। कार्यक्रम में न्यूनतम उपलब्ध शेड्यूलिंग अंतराल एक घंटा है। नियोजन अंतराल कार्य परिणामों को एक कार्य केंद्र से दूसरे कार्य केंद्र में स्थानांतरित करने की आवृत्ति निर्धारित करता है।
विनिर्माण उत्पादों पर एक विशेष कार्य केंद्र कितने समय तक काम करेगा, इसकी जानकारी संसाधन विनिर्देश में इंगित की गई है। यह जानकारी "उत्पादन चरण" दस्तावेज़ में भी दर्ज या बदली जा सकती है। इस मामले में, यह एक विशिष्ट कार्य केंद्र नहीं है जो इंगित किया गया है, बल्कि इसका प्रकार है।
संसाधन विनिर्देश में दर्शाए गए कार्य केंद्र के कार्य समय में कार्य का पूरा दायरा शामिल होता है, जिसमें कार्य केंद्र को कार्य के लिए तैयार करने में लगने वाला समय, स्वयं कार्य आदि शामिल होता है।
यदि किसी हिस्से की निर्माण प्रक्रिया के दौरान एक कार्य केंद्र पर कई ऑपरेशन किए जाते हैं, और आपको इन कार्यों को सीधे नियंत्रित करने की आवश्यकता होती है, तो एमईएस "1सी:ईआरपी" टूलकिट का उपयोग उचित सेटिंग्स, संदर्भ पुस्तकों और स्वचालित वर्कस्टेशन के साथ किया जाता है। इन प्रोग्राम तंत्रों के बारे में अधिक विवरण इस मैनुअल के संबंधित अनुभाग में लिखे जाएंगे।
सरल उत्पादन का संगठन
सामान्य कार्यकर्ताओं के कार्य की योजना बनाना
हमारे प्रारंभिक उदाहरण की शर्तों के अनुसार, हमारे उद्यम में मुख्य उत्पादन संसाधन श्रमिक हैं। अपने काम में वे हाथ के औजारों का उपयोग करते हैं, जो पर्याप्त होते हैं और यदि कमी हो तो वे झट से और खरीद लेते हैं। आइए मान लें कि हमारे पास 100 कर्मचारी हैं।
ऐसी स्थिति में अपने काम की उचित योजना कैसे बनाएं?
"असेंबली शॉप" कार्यशाला के लिए, हम नियोजन अंतराल "दिन" का संकेत देंगे। इस आवृत्ति पर, कार्यशाला में उत्पादन कार्य उत्पन्न किए जाएंगे।
इस प्रकार के कार्य केंद्र के लिए, हम संकेत देते हैं कि यह उत्पादन कार्यक्रम बनाने में भाग लेगा, लेकिन प्रत्येक कार्य केंद्र के कार्य की अलग से योजना नहीं बनाई जाएगी।
कार्य केंद्र प्रकार के लिए, हम इंगित करेंगे कि इसमें 100 कार्य केंद्र शामिल हैं (हमारे पास 100 कर्मचारी हैं); हम स्वयं कार्य केंद्रों को कार्यक्रम में शामिल नहीं करेंगे।
कार्यशाला के उत्पादों के लिए संसाधन विनिर्देशों में, हम एक उत्पादन चरण जोड़ेंगे, और इसमें हमारे प्रकार के कार्य केंद्र का संकेत देंगे और इस कार्य केंद्र में इन उत्पादों के निर्माण के लिए कुल कितने मानव-घंटे की आवश्यकता होगी।
आइए अपने कार्य केंद्र के लिए उपलब्ध कार्य समय निर्धारित करें: श्रमिकों की संख्या को उनके प्रतिदिन के कार्य की अवधि से गुणा करें, हमारे मामले में 100 कर्मचारी * 8 घंटे = 800 घंटे प्रति दिन काम करने के लिए उपलब्ध हैं।
हम प्रोडक्शन शेड्यूल बनाकर काम की योजना बनाते हैं।
आरेख के लिए स्पष्टीकरण:
हमारी कंपनी के पास 100 श्रमिकों का उत्पादन संसाधन है जो धातु संरचनाओं को जोड़ने का काम कर सकते हैं। उनके रोजगार की योजना बनाने के दृष्टिकोण से, हमें इसमें कोई दिलचस्पी नहीं है कि प्रत्येक कर्मचारी क्या करेगा (बशर्ते वे पूरी तरह से विनिमेय हों)। इसलिए, हमारे लिए सामूहिक रूप से सभी श्रमिकों के रोजगार की योजना बनाना पर्याप्त है, और यह कुल उपलब्ध समय सीमित कारक होगा जिसे यह निर्धारित करते समय ध्यान में रखा जाना चाहिए कि उत्पादन के किस चरण को कब परिचालन में लाया जा सकता है।
इस उत्पादन प्रबंधन योजना के कार्यान्वयन का विवरण पाठ्यक्रम के पूर्ण संस्करण से वीडियो व्याख्यान में दिया गया है, जो लिंक पर पंजीकरण के बाद उपलब्ध है:।
वीडियो में आपको वैकल्पिक कार्य केंद्रों के उपयोग के तंत्र पर ध्यान देना चाहिए।
प्रस्तावित योजना की सीमाएँ और विशिष्टताएँ हैं जिन्हें इसे लागू करते समय ध्यान में रखा जाना चाहिए:
यदि आपका उत्पादन स्टाफ पूरी तरह से विनिमेय नहीं है, तो इसे विनिमेयता के अनुसार अलग-अलग प्रकार के कार्य केंद्रों में विभाजित करने की आवश्यकता है।
यदि उत्पाद की एक इकाई का उत्पादन करने के लिए कई कर्मचारी एक साथ काम कर रहे हैं, तो संसाधन विनिर्देश में आवश्यक कार्य केंद्र संचालन समय निर्दिष्ट करते समय इसे उचित रूप से ध्यान में रखा जाना चाहिए।
उत्पादन के कम उपयोग के मामले में, कार्यक्रम द्वारा गणना की गई उत्पादन अनुसूची में बताए गए चरणों की तुलना में चरण पहले पूरे किए जाएंगे। इसके लिए शेड्यूल की नियमित पुनर्गणना की आवश्यकता हो सकती है (प्रति नियोजन अंतराल में एक बार से अधिक नहीं)।
प्रयोज्यता:
यह योजना किसी भी उद्यम पर लागू होती है जहां लोग सीमित उत्पादन संसाधन हैं। एक निष्पादन योग्य उत्पादन कार्यक्रम प्राप्त करने के लिए, केवल उनके रोजगार और सामग्रियों की उपलब्धता को ध्यान में रखना पर्याप्त है।
एक कार्यशाला में कई उत्पादन चरण
आइए मान लें कि ऊपर वर्णित कंपनी ने उत्पादन में तेजी लाने और कुछ कर्मचारियों को कम करने के लिए अर्ध-स्वचालित वेल्डिंग लाइन खरीदने का फैसला किया है।
असेंबली शॉप के उत्पादन चरण इस प्रकार हैं:
सामग्री की खरीद - श्रमिक उत्पाद घटकों के लिए धातु काटते हैं।
घटकों की वेल्डिंग - घटकों के उत्पादन के लिए वेल्डिंग का कार्य किया जाता है।
तैयार उत्पादों की असेंबली - बेचे गए उत्पादों को इकाइयों से इकट्ठा किया जाता है।
पहले, ये सभी चरण कार्यशाला श्रमिकों द्वारा किए जाते थे; अब वेल्डिंग चरण अर्ध-स्वचालित वेल्डिंग लाइन पर किया जाएगा।
तैयार उत्पाद वस्तुओं में से किसी एक के लिए नए उपकरणों की खरीद से पहले और बाद में काम का समय आरेख इस प्रकार है:
इस उत्पादन विकल्प के लिए हम निम्नलिखित नियंत्रण योजना प्रदान करते हैं:
आइए एक नए प्रकार का कार्य केंद्र "वेल्डिंग लाइन" और कार्य केंद्र स्वयं "वेल्डिंग लाइन" जोड़ें। आइए इसके लिए उपलब्ध परिचालन समय निर्धारित करें।
आइए मौजूदा संसाधन विशिष्टताओं के नए संस्करण बनाएं, जिसमें अब एक नहीं, बल्कि तीन उत्पादन चरण होंगे। पहले और आखिरी चरण में, पहले की तरह कार्यशालाओं का उपयोग किया जाएगा, और दूसरे में, वेल्डिंग लाइन का उपयोग किया जाएगा। हम चरणों का क्रम दर्शाते हैं।
सभी सामग्रियों और श्रम लागतों के लिए, हम विशिष्टताओं में इंगित करेंगे कि वे किस चरण के लिए अभिप्रेत हैं। आइए नई विशिष्टताओं को सहेजें और उपयोग करें।
नए ऑर्डर में हम विनिर्देश के नए संस्करणों का चयन करेंगे।
आइए काम की योजना बनाएं.
चूंकि कार्यशाला के कर्मचारी कम हो गए हैं, इसलिए "असेंबली शॉप वर्कर्स" प्रकार के कार्य केंद्रों की संख्या कम करना और उपलब्ध कार्य समय को बदलना आवश्यक है। इसके बाद, उत्पादन कार्यक्रम की पुनर्गणना करना आवश्यक है।
आरेख के लिए स्पष्टीकरण:
यह योजना एक कार्य केंद्र वाले मूल संस्करण से अधिक जटिल नहीं है। एक महत्वपूर्ण अंतर यह है कि अब एक उत्पादन चरण ऑर्डर करने के लिए नहीं बनाया जाएगा, बल्कि तीन - संसाधन विनिर्देश के चरणों के अनुसार बनाया जाएगा।
1C:ERP उत्पादन प्रबंधन उपप्रणाली के ऐसे कॉन्फ़िगरेशन का प्रदर्शन पाठ्यक्रम के पूर्ण संस्करण से वीडियो व्याख्यान में दिया गया है, जो लिंक पर पंजीकरण के बाद उपलब्ध है:।
इस सेटिंग विकल्प में एक सांकेतिक विशेषता है जो आपको यह समझने की अनुमति देती है कि कार्यक्रम नियोजन तंत्र कैसे संरचित हैं और उन्हें आपकी अपनी आवश्यकताओं के अनुरूप कैसे अनुकूलित किया जा सकता है।
आइए मान लें कि हमें एक उत्पाद नहीं, बल्कि दस उत्पाद जारी करने की आवश्यकता है। यदि हम पूर्ण उत्पादन चरणों के गैंट चार्ट को देखें, तो हम निम्नलिखित देखेंगे:
इसका मतलब क्या है:
सबसे पहले, असेंबली शॉप के कर्मचारी सभी दस उत्पादों के लिए सामग्री तैयार करते हैं।
फिर सभी सेटों के सभी घटकों की वेल्डिंग होती है।
फिर, "थोक में" भी, उत्पादों को नोड्स से एकत्र किया जाता है।
और यहां कई उत्पादन श्रमिकों को उचित शिकायत होगी: लेकिन हमें यह पसंद नहीं है। आप यह कैसे सुनिश्चित कर सकते हैं कि काम बैचों में हो? यह आपको ऑर्डर पर काम शुरू करने की अनुमति देगा यदि सभी सामग्रियां अभी तक स्टॉक में नहीं हैं।
इस प्रयोजन के लिए, संसाधन विनिर्देश में एक संबंधित पैरामीटर "इष्टतम लॉन्च बैच" होता है। डिफ़ॉल्ट रूप से, यह शून्य के बराबर है, जिसका अर्थ है कि सभी ऑर्डर किए गए उत्पादों के उत्पादन के लिए आवश्यक सामग्रियों की पूरी मात्रा एक साथ उत्पादन चरणों से गुजरेगी। यदि आप इस दृष्टिकोण से संतुष्ट नहीं हैं, तो आपको शून्य के अलावा कोई भी पैरामीटर मान निर्दिष्ट करने की आवश्यकता है और प्रोग्राम ऑर्डर को बैचों में विभाजित कर देगा, जिसमें उत्पादन लोड किया जाएगा।
उदाहरण के तौर पर, यदि हमारा इष्टतम लॉन्च बैच 2 टुकड़े है तो हम एक गैंट चार्ट प्रस्तुत करते हैं।
क्या बदल गया है: श्रमिकों ने सामग्री के सेट का हिस्सा तैयार कर लिया है और उन्हें वेल्डिंग असेंबलियों के चरण में स्थानांतरित कर दिया है; जबकि वेल्डिंग का काम चल रहा है, अगले सेट तैयार किए जा रहे हैं। इकाइयाँ भी बैचों में असेंबली स्टेज पर पहुँचती हैं। पार्टियों को सामग्री उपलब्ध कराने का कार्य भी अलग से किया जाता है।
इस नियंत्रण योजना की प्रयोज्यता:
यह सेटिंग विकल्प किसी भी प्रकार के सरल उत्पादन के लिए लागू है - काम के चरणों को मिलाकर और लॉन्च बैचों का चयन करके, आप काम का आवश्यक विवरण और उत्पादन की लय प्राप्त कर सकते हैं।
योजना की प्रयोज्यता की सीमा निर्दिष्ट योजना अंतराल है। 1सी:ईआरपी कार्यक्रम में अंतराल के लिए न्यूनतम मान एक घंटा है। इसका मतलब यह है कि काम को एक चरण से दूसरे चरण में प्रति घंटे एक बार से अधिक स्थानांतरित नहीं किया जाएगा। इससे क्या हो सकता है:
आइए कल्पना करें कि हमारे पास विज्ञापन उत्पादों (संकेतों) का एक छोटा सा उत्पादन है, जहां काम के केवल तीन चरण हैं - आधार (प्लास्टिक) काटना, छवि चिपकाना (फिल्म पर प्रिंट करना), लेमिनेशन।
कार्य का समय आरेख इस प्रकार है:
12-00 बजे काम शुरू करने के बाद, हमें 12-40 पर तैयार संकेत प्राप्त होगा।
अब आइए एक प्रोडक्शन शेड्यूल बनाएं - प्रोग्राम शेड्यूल के चरणों को घंटों के गुणकों में वितरित करेगा:
यानी, शेड्यूल के मुताबिक, हमें अपना साइन 14-05 से पहले नहीं मिलेगा (लेमिनेशन में 5 मिनट लगते हैं)। लगभग डेढ़ घंटे बाद काम वास्तव में समाप्त होता है।
बहुत छोटी प्रस्तुतियों के मामले में, काम के छोटे चरणों के साथ, यह संभव है। बड़े उद्यमों के लिए - संभावना नहीं.
इसके अलावा, आपको यह समझना चाहिए कि ऑर्डर एक समय में एक उत्पाद के लिए नहीं दिए जाते, हमेशा एक लॉन्च बैच होता है। आइए तीन संकेतों के लिए हमारे कार्य समय की गणना करें:
पहले से ही तीन उत्पादों पर शेड्यूल और वास्तविक के बीच का अंतराल 15 मिनट से कम था। यह पता चला है कि सिस्टम को ठीक से कॉन्फ़िगर करने के बाद, कॉन्फ़िगरेशन में किसी भी संशोधन के बिना, एक छोटा सा उत्पादन भी सही कार्य शेड्यूल प्राप्त कर सकता है।
एक और नोट: सभी निर्मित उत्पादन चरण देखने और कमीशनिंग के लिए तुरंत उपलब्ध हैं। इसलिए, यदि उत्पादन वास्तव में योजनाबद्ध तरीके से तेजी से काम पूरा करता है, तो कर्मचारी अगले चरणों पर पहले काम शुरू कर पाएंगे।
इस नियोजन योजना (जहाँ एक अंतराल होता है, जिसके गुणक में कार्य की योजना बनाई जाती है) में कुछ बोनस भी होते हैं, बहुत से लोग उनके बारे में भूल जाते हैं। आइए कल्पना करें कि हमारे पास तीन ऑर्डर प्रगति पर हैं, उन्होंने प्रत्येक उत्पादन चरण से उपलब्ध कार्य समय का 70% एक नियोजन अंतराल में चुना है। अर्थात्, 30% समय एक चरण के कार्य का परिणाम दूसरे चरण में स्थानांतरित होने से पहले होता है। यह बुरा लगता है, लेकिन:
यह गारंटी देता है कि ऑर्डर समय पर पूरे हो जाएंगे। किसी भी अप्रत्याशित घटना के लिए हमारे पास 30% समय का अनौपचारिक बफर है। आइए कल्पना करें कि हमारे पास ऐसा कोई बफर नहीं है, और शेड्यूल "संयुक्त से संयुक्त" बनाया जाएगा: ग्राहक ने परिवहन का आदेश दिया, वह उत्पाद लेने आया, उपकरण टूट गया, हम डाउनटाइम के लिए भुगतान करने के लिए मजबूर हैं मशीन का. बेहतर होगा कि हम काम पूरा करने में अधिक समय लें, लेकिन उसे समय पर पूरा करें।
यह आपको अप्रत्याशित ऑर्डरों को शीघ्रता से पूरा करने की अनुमति देता है। हमारे पास प्रत्येक नियोजन अंतराल में उपलब्ध समय का 30% है जिसका उपयोग हम मौजूदा आदेशों को पुनर्निर्धारित किए बिना कर सकते हैं।
सिस्टम स्थापित करते समय, आपको उत्पादन चरण को उस चरण में किए गए संचालन के साथ भ्रमित नहीं करना चाहिए। यदि आप जटिल उपकरण का उपयोग करते हैं - उदाहरण के लिए, एक स्वचालित असेंबली लाइन, जिसके लिए प्री-लोडिंग, कॉन्फ़िगरेशन की आवश्यकता होती है, और काम पूरा करने के बाद इसे अनलोड करने और संभवतः किसी तरह से सर्विस करने की आवश्यकता होती है, तो आपको इन क्रियाओं को अलग-अलग चरणों में नहीं तोड़ना चाहिए। यह उत्पादन का एक चरण है, लेकिन यदि आपको इस चरण में व्यक्तिगत संचालन का प्रबंधन करने की आवश्यकता है, तो आपको 1C:ERP के एमईएस तंत्र का उपयोग करना चाहिए। यह दृष्टिकोण योजना अंतराल की पसंद को भी सरल बना देगा - समग्र रूप से लाइन लंबे समय तक संचालित होती है, और यहां मिनट की सटीकता की आवश्यकता नहीं है।
उत्पादन उपप्रणाली के लिए विशेष सेटिंग्स
बड़ी उत्पादन सुविधाओं के उदाहरणों पर आगे बढ़ने से पहले, जिनमें कई कार्यशालाएँ शामिल हैं, विशेष कार्यक्रम सेटिंग्स का वर्णन करना आवश्यक है जो आपके काम में उपयोगी हो सकती हैं।
जानकारी FAQ के रूप में प्रस्तुत की जाएगी - एक व्यावहारिक प्रश्न और 1C:ERP में इसके कार्यान्वयन का एक उदाहरण।
हम ऑर्डर बनते ही उसे तुरंत उत्पादन में नहीं लगाना चाहते। हमें उत्पादों को यथासंभव मांग तिथि के करीब जारी करने की आवश्यकता है। इससे भंडारण के दौरान माल को होने वाले नुकसान और गोदामों में ओवरस्टॉकिंग से बचा जा सकेगा। प्रोग्राम में इसे कैसे कॉन्फ़िगर करें?
"प्रोडक्शन ऑर्डर" दस्तावेज़ में एक "इश्यू प्लेसमेंट" पैरामीटर है। डिफ़ॉल्ट रूप से यह "बैक टू टॉप" मान से भरा होता है। इसका मतलब है कि ऑर्डर पर काम की योजना जल्द से जल्द बनाई जाएगी। सेटिंग को "समाप्ति की ओर" में बदलें और प्रोग्राम उत्पादन मील के पत्थर को यथासंभव वांछित रिलीज़ तिथि के करीब रखेगा।
इसी प्रकार, किसी उत्पाद के लिए संसाधन विनिर्देश में, "उत्पादन प्रक्रिया" टैब पर, "आउटपुट उत्पादों को ट्रैक करने के लिए सीमित अवधि" पैरामीटर होता है। यहां आप एक समय सीमा निर्दिष्ट कर सकते हैं जिसके दौरान विनिर्देश के अनुसार उत्पादन परिणाम उत्पादन विभाग में हो सकता है। इस अवधि के आधार पर, कार्यक्रम उत्पादन कार्यक्रम को अनुकूलित करता है।
हम एक रासायनिक उत्पादन कंपनी हैं, हमारे उद्यम का मुख्य उत्पादन संसाधन एक स्वचालित मिश्रण लाइन है, हम इसके संचालन की योजना बनाना चाहेंगे। लेकिन एक ख़ासियत है - लाइन के काम शुरू करने से पहले, इसे सामग्री के साथ लोड करने और आउटपुट के लिए सेट करने में 2 घंटे लगते हैं, और काम पूरा होने के बाद, तैयार मिश्रण को उतारने में 1 घंटा और धोने में 1 घंटा लगता है। लाइन के कंटेनर. हमें अभी परिचालन के नियंत्रण में रुचि नहीं है, केवल लाइन के शेड्यूल में ही रुचि है। प्रोग्राम कैसे सेट करें?
दो सेटिंग्स विकल्प हैं:
आप उपकरण के परिचालन समय में ही स्टार्ट-अप और शटडाउन संचालन को शामिल कर सकते हैं।
आप संसाधन विनिर्देश में प्रारंभिक और अंतिम बफ़र निर्दिष्ट कर सकते हैं - प्रारंभिक बफ़र लाइन शुरू करने का काम है, अंतिम बफ़र अनलोडिंग और धुलाई है। बफ़र मान को शेड्यूलिंग अंतराल के गुणक के रूप में सेट किया गया है।
आपके मामले में, आपको एक घंटे के बराबर शेड्यूलिंग अंतराल निर्दिष्ट करने की आवश्यकता होगी, फिर सेटिंग विकल्पों में से एक का उपयोग करें।
हमारी कंपनी प्लास्टिक टेबलवेयर के उत्पादन में लगी हुई है। सामग्री के दानों को सांचे में लोड किया जाता है, सांचे को गर्म किया जाता है और वांछित उत्पाद पर मुहर लगाई जाती है। एक साँचा एक ही समय में कई प्लेटें या गिलास तैयार करता है। ऐसी उत्पादन सुविधाओं के लिए कार्य केंद्र दृश्य को ठीक से कैसे कॉन्फ़िगर करें?
ऐसे उपकरण को समानांतर लोडिंग उपकरण कहा जाता है (एक ऑपरेशन में हम एक साथ कई हिस्सों का उत्पादन करते हैं)। कार्य केंद्र दृश्य सेटिंग्स में, आपको यह इंगित करना होगा कि उपकरण के लिए समकालिक समानांतर लोडिंग की अनुमति है। कार्य केंद्र के लिए, एक साथ उत्पादित उत्पादों की संख्या इंगित करें (कितनी प्लेटों पर एक साथ मोल्ड द्वारा मुहर लगाई जाती है)।
हमारी कंपनी भट्टियों का उपयोग करती है जिसमें भागों को सख्त किया जाता है (उदाहरण के लिए, कटर)। भट्ठी एक साथ 200 भागों को संसाधित कर सकती है, लेकिन इष्टतम उत्पादन भार के दृष्टिकोण से, हमारे लिए 30 भागों के लॉन्च बैचों के साथ काम करना अधिक सुविधाजनक है। इसके अलावा, अलग-अलग कटर को अलग-अलग समय के लिए सख्त किया जा सकता है, और वे एक ही समय में ओवन में हो सकते हैं। प्रोग्राम को सही तरीके से कैसे कॉन्फ़िगर करें?
"चैंबर भट्टियां" कार्य केंद्र प्रकार के लिए, आपको यह इंगित करना होगा कि भागों की अतुल्यकालिक लोडिंग की अनुमति है, और इस दृश्य से कार्य केंद्र में, उन भागों की अधिकतम संख्या इंगित करें जिन्हें एक ही समय में भट्टी में रखा जा सकता है।
हमारे पास तीन असेंबली लाइनें हैं, वे कार्यक्षमता में बिल्कुल विनिमेय हैं, लेकिन विभिन्न उत्पादकता के साथ काम करते हैं: एक लाइन प्रति घंटे 100 सेट संसाधित करती है, दूसरी - 70, तीसरी - 50। क्या तीन अलग-अलग प्रकार के कार्य केंद्र बनाना और योजना बनाना आवश्यक है उन्हें अलग से (यह असुविधाजनक है) या क्या प्रोग्राम को किसी तरह आसानी से कॉन्फ़िगर करना संभव है?
यह आसान हो सकता है. आप एक प्रकार का कार्य केंद्र "असेंबली लाइन्स" बनाते हैं; इसमें तीन कार्य केंद्र (आपकी तीन असेंबली लाइनें) शामिल हैं। प्रत्येक असेंबली लाइन के लिए, उत्पादकता गुणांक ("कार्य केंद्र" निर्देशिका कार्ड में "कार्य समय गुणांक" फ़ील्ड) इंगित करें। गुणांक इस प्रकार हैं: पहली पंक्ति के लिए - 1, दूसरी के लिए - 0.7, तीसरी के लिए - 0.5। इसके बाद, प्रोग्राम स्वतंत्र रूप से सही कार्यसूची की गणना करेगा।
उत्पादन में हम सीएनसी मशीनों का उपयोग करते हैं। पुराने और नए मॉडल हैं. नया मॉडल पुराने मॉडल से इस मायने में अलग है कि इसमें कार्यों का एक अतिरिक्त सेट उपलब्ध है। हम चाहेंगे कि उन उत्पादों को उन पर बनाया जाए जो पुरानी मशीनों पर बनाए जा सकते हैं, लेकिन यदि वे सभी मौजूदा ऑर्डरों को पूरा करने के लिए पर्याप्त नहीं हैं, तो नए उपकरणों पर भी काम करने की योजना बनाई जाएगी। लेकिन यदि पर्याप्त पुरानी मशीनें हैं, तो नई मशीनों का उपयोग न करें (उनका रखरखाव बहुत महंगा है)। प्रोग्राम में इसे कैसे कॉन्फ़िगर करें?
दो प्रकार के कार्य केंद्र (पुरानी और नई सीएनसी मशीनें) प्राप्त करें। और संसाधन बीओएम में वैकल्पिक प्रकार के कार्य केंद्रों का उपयोग करें। मुख्य कार्य केंद्र के रूप में, आपके पास "पुरानी सीएनसी मशीनें" कार्य केंद्र दृश्य होगा; इसके लिए, एक वैकल्पिक "नई सीएनसी मशीनें" कार्य केंद्र दृश्य निर्दिष्ट करें। गणना करते समय, प्रोग्राम उपकरण बदलने की संभावना को ध्यान में रखेगा, लेकिन इसका उपयोग केवल तभी करेगा जब मुख्य परिचालन क्षमता पर्याप्त न हो।
हमारी कंपनी महंगी धातु मशीनों का उपयोग करती है। वे उच्च योग्य विशेषज्ञों को नियुक्त करते हैं, जिनकी संख्या सीमित है। ऐसे उत्पादन की सही योजना कैसे बनाएं?
यदि बाधा उपकरण है (यह पर्याप्त नहीं है), तो आपको केवल उपकरण के संचालन की योजना बनाने की आवश्यकता है। अगर लोग, तो लोग. आप उत्पादन चरण के लिए उपयोग किए जाने वाले दो प्रकार के कार्य केंद्रों को भी निर्दिष्ट कर सकते हैं - उपकरण और लोग। लेकिन यह अनावश्यक हो सकता है और केवल उत्पादन शेड्यूल गणना को धीमा कर देगा।
कई कार्यशालाओं से युक्त जटिल उत्पादन
अनुमानित नियंत्रण योजना
आइए कल्पना करें कि हमारा मूल उद्यम विकसित हो गया है और उत्पादन अब कई कार्यशालाओं में किया जाता है:
खरीद की दुकान - धातु काटने वाली मशीनों और प्रेस का उपयोग करके सामग्री की खरीद और पूर्व-प्रसंस्करण।
वेल्डिंग की दुकान - वेल्डिंग लाइनों पर प्राप्त वर्कपीस से असेंबली की वेल्डिंग।
पेंटिंग की दुकान - घटकों की पेंटिंग; पेंटिंग और सुखाने वाले कक्षों का उपयोग किया जाता है।
असेंबली शॉप - हाथ के औजारों का उपयोग करके घटकों से तैयार उत्पादों की मैन्युअल असेंबली।
हमारे उद्यम में उत्पादन की संरचना इस प्रकार है:
यह हमारी 1C:ERP प्रोग्राम सेटिंग्स को कैसे बदल देगा? वास्तव में, केवल मात्रात्मक रूप से - अब हमारे पास कई विनिर्माण इकाइयाँ होंगी।
हम निम्नलिखित उत्पादन प्रबंधन योजना प्रदान करते हैं:
हम कार्यक्रम में सभी आवश्यक कार्यशालाएँ स्थापित करते हैं (हम "उद्यमों की संरचना" निर्देशिका में प्रभाग बनाते हैं)।
हम सभी आवश्यक उपकरणों को शुरू और कॉन्फ़िगर करते हैं (हम कार्य केंद्रों के प्रकार और कार्य केंद्रों को स्वयं दर्ज करते हैं)।
हम अपनी उत्पादन क्षमता संरचना के अनुरूप संसाधन विनिर्देश बनाते या संशोधित करते हैं।
हम अपने उत्पादन ऑर्डर की योजना बना रहे हैं।
प्रोग्राम सेटिंग्स का एक विशिष्ट उदाहरण यहां नहीं दिया जाएगा; यह पाठ्यक्रम के पूर्ण संस्करण से वीडियो व्याख्यान में शामिल है, जो लिंक पर पंजीकरण के बाद उपलब्ध है:।
यहां उत्पादन सेटिंग्स में कोई "अनन्य" जानकारी नहीं है।
लेकिन मैं एक महत्वपूर्ण संगठनात्मक बिंदु पर ध्यान देना चाहूंगा - उत्पादन का दस्तावेज़ प्रवाह कैसे व्यवस्थित किया जाएगा। क्या हमें प्रत्येक कार्यशाला के लिए अलग-अलग उत्पादन आदेशों की आवश्यकता है, या क्या हम आदेश के माध्यम से एक का उपयोग करेंगे, और कार्यशालाओं के लिए उत्पादन आदेश जारी करने का कार्य उसके अधीनस्थ उत्पादन चरणों द्वारा किया जाएगा।
यह सब इस बात पर निर्भर करता है कि हम नियोजन के लिए किस दृष्टिकोण का उपयोग करेंगे - "पुश" या "पुल"।
यदि, अगले महीने की शुरुआत से पहले, आपको प्रत्येक कार्यशाला के लिए एक व्यक्तिगत उत्पादन योजना तैयार करने और फिर इन योजनाओं के अनुसार उत्पादों का उत्पादन करने की आवश्यकता है, तो आपको प्रत्येक कार्यशाला के लिए अलग से उत्पादन आदेश बनाने की आवश्यकता है। संसाधन विशिष्टताओं को भी कार्यशाला द्वारा विभाजित किया जाना चाहिए।
यदि आपको आवश्यकतानुसार उत्पादों का निर्माण करने की आवश्यकता है, तो आप उत्पादन श्रृंखला में अंतिम कार्यशाला के लिए एक ऑर्डर बना सकते हैं और एक मल्टी-स्टेज संसाधन विनिर्देश बना सकते हैं जो यह दर्शाता है कि किस कार्यशाला में कौन से चरण निष्पादित किए जाते हैं।
हालाँकि यहाँ आप कार्यशालाओं के संदर्भ में "मल्टी-ऑर्डर" योजना का उपयोग कर सकते हैं। पुश विकल्प से अंतर यह होगा कि उत्पादन के लिए ऑर्डर आवश्यकतानुसार उत्पन्न होंगे - वेल्डिंग दुकान को सामग्री प्रदान करना आवश्यक था, खरीद दुकान के लिए एक ऑर्डर बनाया गया था।
यदि विभिन्न कार्यशालाओं में उत्पादन किया जाता है तो कई "स्थायी" प्रश्न अक्सर उठते हैं। वे मुख्य रूप से एक कार्यशाला के कार्य के परिणामों को दूसरी कार्यशाला में स्थानांतरित करने के मुद्दों से संबंधित हैं। हम यहां उनका उत्तर देने का प्रयास करेंगे:
हमारे उद्यम में, कार्यशालाएँ एक दूसरे से बहुत दूर स्थित हैं, और डिलीवरी में काफी लंबा समय लगता है (लगभग एक कार्य दिवस), ऐसे उत्पादन की योजना कैसे बनाएं?
"पुल" प्रबंधन विधि के लिए, विनिर्देश में "डिलीवरी" चरण बनाएं, इसके लिए कार्य केंद्र का प्रकार "वर्कशॉप 1 से वर्कशॉप 2 तक डिलीवरी" निर्दिष्ट करें। इसके लिए डिलीवरी का समय निर्दिष्ट करें. आप इस प्रकार के कार्य केंद्र के कार्य की योजना बना सकते हैं (यदि आपके पास सीमित परिवहन है), तो आप बस उस समय की गणना करने के लिए इसे ध्यान में रख सकते हैं जब कार्यशाला 1 से कार्य कार्यशाला 2 में स्थानांतरित किया जाएगा। कार्यक्रम दोनों विकल्पों को सही ढंग से संसाधित कर सकता है। हम परिवहन विकल्पों के लिए सही लॉन्च बैच चुनने की भी अनुशंसा करते हैं।
"पुश" विधि के लिए, कार्यशालाओं के लिए आपूर्ति योजना को सही ढंग से सेट करें। इसमें वर्कशॉप 1 से वर्कशॉप 2 तक उत्पाद प्राप्त करने के लिए आवश्यक मानक समय बताएं। इस समय का उपयोग वर्कशॉप ऑर्डर की योजना बनाते समय किया जाएगा।
उत्पादों को ऑर्डर करने पर हमारे परिसर में निर्मित किया जाता है, और फिर ग्राहक को वितरित किया जाता है और हमारी इंस्टॉलेशन टीमों द्वारा स्थापित किया जाता है। हर बार डिलीवरी का समय अलग होता है (ग्राहक अलग-अलग क्षेत्रों में होते हैं), टीम की संरचना भी आवश्यकतानुसार बदल सकती है। क्या हम कार्य की योजना बनाने के लिए 1C:ERP प्रोग्राम का उपयोग कर सकते हैं?
कर सकना। सच है, नियोजन योजना काफी जटिल हो जाएगी, क्योंकि प्रारंभिक आवश्यकताएँ जटिल हैं (कई अनिश्चितताएँ):
कार्यक्रम में हमेशा की तरह स्थानीय उत्पादन सुविधाएं दर्ज करें।
टीमों के लिए टीमों की संख्या के अनुसार अलग-अलग प्रकार के कार्य केंद्र बनाएं। प्रत्येक टीम के लिए, कार्य केंद्रों की संख्या के रूप में श्रमिकों की औसत संख्या इंगित करें। श्रमिकों को स्वयं अलग कार्य केंद्र के रूप में प्रारंभ न करें.
पुलिंग नियंत्रण तकनीक का प्रयोग करें. उत्पादन के लिए "अंत से" (ग्राहक पर उत्पादों की स्थापना) के लिए एक ऑर्डर बनाएं, ऐसे ऑर्डर के लिए उचित संसाधन विनिर्देश बनाएं, जिसमें उद्यम के क्षेत्र में उत्पादन के चरण, वितरण चरण (के अनुसार औसत डिलीवरी समय इंगित करें) शामिल हैं। आँकड़े), और स्थापना चरण।
ऑर्डर के लिए उत्पादन चरण बनाएं, डिलीवरी चरण की अवधि को मैन्युअल रूप से समायोजित करें (इस विशिष्ट ऑर्डर के लिए डिलीवरी में कितना समय लगेगा)।
असीमित उत्पादन संसाधन के साथ एक उत्पादन कार्यक्रम और मॉडल का निर्माण करें।
यह देखने के लिए मॉडल को देखें कि इंस्टॉलेशन चरण की आवश्यक उत्पादकता प्राप्त करने के लिए आपको टीम में कितने लोगों को नियुक्त करने की आवश्यकता है।
लोगों को टीम में नियुक्त करें.
असाइनमेंट के बाद, कार्य केंद्र दृश्य (संबंधित टीम) की उपलब्धता को मैन्युअल रूप से बदलें।
अपने उत्पादन शेड्यूल की पुनर्गणना करें.
टीमों की एक स्थिर संरचना को मंजूरी देकर योजना को काफी सरल बनाया जा सकता है। तब उनकी उत्पादकता नहीं बदलेगी, और यह केवल डिलीवरी चरण की अवधि को बदलने के लिए पर्याप्त होगा।
घटकों, भागों, अर्द्ध-तैयार उत्पादों का उत्पादन
यदि आपका उत्पादन छोटा है, तो उत्पादों का निर्माण करते समय आपको काम के मध्यवर्ती परिणामों (अर्ध-तैयार उत्पाद, असेंबली, भागों) को ध्यान में रखने की आवश्यकता नहीं है। कुछ मामलों में, यह बिल्कुल भी संभव नहीं है, उदाहरण के लिए, यदि यह एक प्रक्रिया उत्पादन है, जहां कच्चे माल को तैयार उत्पादों (तेल शोधन) में परिवर्तित करने की एक सतत प्रक्रिया होती है।
लेकिन बड़े उत्पादनों के लिए, या ऐसे उत्पादनों के लिए जिनमें मध्यवर्ती परिणामों का महत्वपूर्ण वित्तीय मूल्य होता है, ऐसा लेखांकन आवश्यक है।
1C:ERP प्रोग्राम में, इस समस्या को दो तरीकों से हल किया जा सकता है:
आप तैयार उत्पादों के लिए संसाधन विशिष्टताओं में मध्यवर्ती रिलीज़ के परिणामों को इंगित कर सकते हैं।
अर्ध-तैयार उत्पादों को उनके उत्पादन के लिए अलग-अलग विशिष्टताओं के साथ अलग-अलग ऑर्डर में उत्पादित करना संभव है।
पहली विधि "वैचारिक रूप से" उत्पादन प्रबंधन की "पुल" विधि के करीब है - एक अंतिम उत्पाद है, और मध्यवर्ती चरण और उनके परिणाम हैं - यह सब एक संसाधन विनिर्देश में जुड़ा हुआ है।
दूसरी विधि "पुश" प्रबंधन विकल्प के लिए अधिक उपयुक्त है: प्रत्येक कार्यशाला योजना के अनुसार अपने उत्पादों का उत्पादन करती है, प्रत्येक कार्यशाला की अपनी संसाधन विशिष्टताएँ होती हैं, जिसमें किसी अन्य कार्यशाला के कार्य के परिणाम को सामग्री के रूप में उपयोग किया जा सकता है।
दोनों विधियों को विभिन्न उत्पादन इकाइयों और विभिन्न उत्पादन श्रृंखलाओं के लिए मिश्रित और मिलान किया जा सकता है।
यदि आप एक मध्यवर्ती रिलीज के परिणामों का उपयोग करने का निर्णय लेते हैं, तो संसाधन विनिर्देश में यह इंगित होना चाहिए कि अर्ध-तैयार उत्पादों का उत्पादन किन चरणों में किया जाता है और इन अर्ध-तैयार उत्पादों का उपभोग किस चरण में किया जाता है, ताकि कार्यक्रम उत्पादन श्रृंखला को सही ढंग से जोड़ सके।
दुकान का स्टोररूम तंत्र अर्ध-तैयार उत्पादों के लेखांकन में एक महत्वपूर्ण भूमिका निभाता है। यह 1C:ERP प्रोग्राम का एक नया तंत्र है, जिसकी मदद से हम किसी कार्यशाला के लिए उसके निजी गोदाम को निर्दिष्ट कर सकते हैं, जो काम में स्थानांतरित की गई सामग्रियों को सूचीबद्ध कर सकता है, लेकिन अभी तक वास्तव में उपयोग नहीं किया गया है। इसमें कार्यशाला के उत्पादन को भी ध्यान में रखा जाता है, जिसका उत्पादन पहले ही किया जा चुका है, लेकिन अभी तक अन्य कार्यशालाओं या स्थायी भंडारण गोदामों में स्थानांतरित नहीं किया गया है। हमारे मामले में, ये हमारे अर्ध-तैयार उत्पाद हैं।
दुकान के स्टोररूम के साथ काम करने से प्रगति पर काम के लेखांकन को काफी सरल बनाना संभव हो जाता है - अब इसे पारंपरिक गोदाम लेखांकन की काफी सरल और सिद्ध पद्धति में बदल दिया गया है।
निष्कर्ष और प्राप्त परिणाम
यदि आपकी कंपनी ने वर्तमान में पहले वर्णित कार्यक्रम की सभी कार्यक्षमताओं का लाभ उठाया है, तो हम कह सकते हैं कि आपके पास:
उद्यम एक या दूसरी प्रबंधन योजना चुनकर अपना काम व्यवस्थित रूप से करता है।
बिक्री और उत्पादन संतुलित हैं, आपके पास तैयार उत्पादों की महत्वपूर्ण तरल सूची नहीं है।
खरीद से उत्पादन की जरूरतें तुरंत पूरी हो जाती हैं। गोदामों में कच्चे माल का कोई बड़ा भंडार नहीं है। उत्पादन को इस बात की जानकारी होती है कि आवश्यक सामग्री गोदाम में कब आएगी और उसे काम पर स्थानांतरित किया जा सकता है।
उत्पादन कर्मचारियों को एक निष्पादन योग्य कार्य योजना को स्वचालित रूप से तैयार करने के लिए सुविधाजनक उपकरण प्राप्त हुए, जो उत्पादन सामग्री, मानव संसाधन और उपकरणों की उपलब्धता को ध्यान में रखता है।
अब उत्पादन भार का अनुकरण करना संभव है ताकि यह आकलन किया जा सके कि कौन सा उत्पादन संसाधन वह बाधा है जो काम को गति देने से रोकता है।
उत्पादन कार्यों के संबंध में सामग्री की खपत, कार्य और उत्पादन किया जाता है। अपशिष्ट और दोषों का रिकॉर्ड रखा जाता है।
संचालन प्रबंधन, एमईएस
प्रारंभिक टिप्पणियां
निम्नलिखित स्थिति पर विचार करें:
हमारी कंपनी, इंडस्ट्रियल इलेक्ट्रॉनिक्स एलएलसी, मुद्रित सर्किट बोर्ड का उत्पादन और स्थापना करती है।
उत्पादन श्रृंखला में भविष्य के इलेक्ट्रॉनिक घटकों (माइक्रोसर्किट, कैपेसिटर इत्यादि) की स्थापना के लिए फ़ॉइल फ़ाइबरग्लास (बोर्ड बेस) की प्लेट में ड्रिलिंग (पेशेवर शब्द का अर्थ ड्रिलिंग) छेद का एक चरण होता है। चरण एक स्वचालित ड्रिलिंग लाइन पर किया जाता है, क्रियाओं का क्रम इस प्रकार है:
ऑपरेटर ड्रिलिंग प्रोग्राम का चयन करता है (बोर्ड पर किन स्थानों पर कौन से छेद किए जाने चाहिए और किस व्यास के साथ)। चयन का समय 2 मिनट.
ऑपरेटर ड्रिलिंग लाइन की ट्रे में फाइबरग्लास स्लैब लोड करता है। लोडिंग समय 10 मिनट.
आवश्यक व्यास के ड्रिल का उपयोग करके लाइन पूरी तरह से स्वचालित मोड में छेद ड्रिल करती है। ड्रिलिंग समय 10 मिनट.
ऑपरेटर वर्कपीस को उतारता है और उन्हें अगले चरण में भेजता है। उतराई का समय 10 मिनट।
रिक्त स्थान के एक बैच पर काम का कुल समय 32 मिनट है। पहले बिंदु का कार्य केवल तभी किया जाता है जब ड्रिलिंग कार्यक्रम बदल दिया जाता है (मशीन का पुन: समायोजन आवश्यक है)। अधिकतम 10 वर्कपीस को एक साथ संसाधित किया जाता है।
महंगी ड्रिलिंग लाइन के कार्यभार को अधिकतम करने के लिए, उद्यम को इस चरण में प्रत्येक ऑपरेशन के निष्पादन को तुरंत ध्यान में रखना होगा, अधिमानतः स्वचालित मोड में।
हम किसी प्रोग्राम में इस समस्या को कैसे हल कर सकते हैं?
हम एक उत्पादन चरण "बोर्डों की ड्रिलिंग" बना सकते हैं, जहां कार्य केंद्र के प्रकार "स्वचालित ड्रिलिंग लाइन" का उपयोग उपकरण के रूप में किया जाता है। एक चरण के लिए हमारा न्यूनतम नियोजन अंतराल 1 घंटा है (1सी:ईआरपी कार्यक्रम की सीमाएं)।
हम प्रत्येक 60 मिनट में एक बार चरणों के बीच रिक्त स्थान के अगले बैच को स्थानांतरित करने में सक्षम होंगे, इस तथ्य के बावजूद कि वास्तविक रिलीज 32 मिनट तक चलती है। इससे पता चलता है कि योजना से वास्तविक कार्य का अंतराल लगभग 50% होगा।
क्या इसके बारे में कुछ करना संभव है?
हमें कुछ भी करने की ज़रूरत नहीं है - ऐसा अंतराल केवल तभी दिखाई देगा जब हमारा उत्पादन काफी कम उपयोग किया जाएगा। अन्यथा, शेष 50% समय भागों के अगले बैच पर काम करने में व्यतीत होगा।
लेकिन अंडरलोड की स्थिति में भी, ऑपरेटर कार्य की नियोजित प्रारंभ तिथि की प्रतीक्षा किए बिना, अगला कार्य पूरा करने के बाद तुरंत अगला कार्य करने के लिए बाध्य हो सकता है। और दिन में एक बार सभी आदेशों को पुनर्निर्धारित करें ताकि एक अद्यतन कार्य शेड्यूल प्राप्त हो सके। इससे उपकरण लोड करने की समस्या हल हो जाती है, लेकिन एक और समस्या उत्पन्न होती है - उत्पादन सामग्री की रसद और आपूर्ति। उत्पादन के लिए सामग्री की आपूर्ति अनुसूची मांग की तारीखों पर आधारित होगी, जो प्रारंभ में गलत है।
आइए कल्पना करें कि हमारे पास एक महीने पहले से उत्पादन के ऑर्डर हैं और हमें उनके लिए सामग्री खरीदनी है। हमने डिलीवरी की तारीखें निर्धारित कीं, फिर उत्पादन कार्यक्रम बदल गया, हमें डिलीवरी को फिर से पुनर्निर्धारित करने की आवश्यकता है, यह फिर से स्थानांतरित हो गया - फिर से लॉजिस्टिक को खरीद कार्यक्रम बदलने की जरूरत है और इसी तरह अनंत काल तक। सिस्टम काम नहीं करता है, और योजना फिर से एक्सेल में बनाई जाती है।
यह, निश्चित रूप से, थोड़ी दूर की समस्या है; इसे अन्य आपूर्ति विधियों का उपयोग करके हल किया जा सकता है - जब खरीदारी उत्पादन आदेश के विरुद्ध नहीं की जाती है, बल्कि सामग्री के मानक गोदाम स्टॉक को सुनिश्चित करने के लिए की जाती है। तब खरीद कार्यक्रम विशिष्ट आदेशों पर नहीं, बल्कि कुल नियोजित उत्पादन मात्रा या वास्तविक खपत आंकड़ों पर निर्भर करेगा।
लेकिन सामान्य तौर पर, एक निश्चित खिंचाव और असंगतता है: उद्यम के पास विशिष्ट उत्पादन कार्य हैं, और हम ऐसे वैकल्पिक समाधानों की तलाश कर रहे हैं जो सर्वोत्तम गुणवत्ता के नहीं हैं। क्या कोई सीधा रास्ता है?
हाँ, यह 1C:ERP परिचालन प्रबंधन कार्यक्षमता और MES सबसिस्टम का उपयोग है।
पाठ्यक्रम के सभी पिछले अनुभाग प्रोग्राम संस्करण 2.2 पर आधारित थे। दुर्भाग्य से, फिलहाल यह संस्करण अभी तक एमईएस की कार्यक्षमता का पूरी तरह से समर्थन नहीं करता है, इसलिए कार्यक्रम तंत्र का आगे का विवरण संस्करण 2.1 पर आधारित होगा, जिसमें भविष्य में इसे कैसे लागू किया जाएगा इस पर नोट्स होंगे (1सी कंपनी से मिली जानकारी के अनुसार) ).
ऐसे बहुत से नोट नहीं होंगे, परिवर्तनों में मौलिक नवाचार नहीं होंगे। उस समय जब नई एमईएस कार्यक्षमता वाला सिस्टम रिलीज़ जारी किया जाएगा, इस पाठ्यक्रम के अपडेट लिंक के माध्यम से पंजीकृत मैनुअल के सभी पाठकों को भेजे जाएंगे।
जब एमईएस उपकरण की जरूरत नहीं है
हमारे व्यवहार में, हमें अक्सर ऐसी स्थिति का सामना करना पड़ता है जहां ग्राहक, उत्पादन प्रबंधन को व्यवस्थित करने की आवश्यकताओं में से एक, उत्पादन प्रक्रिया में प्रत्येक ऑपरेशन को पंजीकृत करने की आवश्यकता निर्धारित करता है।
अक्सर, इस इच्छा का औचित्य निम्नलिखित है: मैं चाहता हूं कि कर्मचारी जो कुछ भी करता है उसे नोट करे, ताकि मुझे पता चले कि वह क्या कर रहा है और मैं उसे किसके लिए पैसे देता हूं।
परिणामस्वरूप, एमईएस टूल का उपयोग करने का अनुरोध तुरंत उठता है (हम कार्यक्रम में सभी कार्यों को पंजीकृत करेंगे)।
यह इच्छा, जो बिल्कुल समझ में आती है, एक नकारात्मक पहलू है:
मार्किंग में समय लगता है, इससे काम में बाधा आती है।
किसी को निशान को नियंत्रित करने की आवश्यकता है।
"अति-पर्यवेक्षण" ने कभी भी लोगों को बेहतर काम करने के लिए प्रेरित नहीं किया है; बल्कि, इसे "किसी के अपने व्यवसाय में हस्तक्षेप करने" के प्रयास के रूप में देखा जाता है।
ऐसे लक्ष्यों वाली परियोजनाओं को सक्रिय स्थानीय विरोध का सामना करना पड़ सकता है और इससे उद्यम को लाभ होने की संभावना नहीं है। यहां अन्य प्रेरक योजनाओं का उपयोग करना बेहतर है - जब कर्मचारी को अपने काम में एक निश्चित स्वायत्तता दी जाती है, और उससे परिणाम पूछा जाता है: प्रदर्शन किए गए कार्य की गुणवत्ता, संसाधित मात्रा, और इसी तरह। यह दृष्टिकोण बहुत सरल है, कर्मचारियों के लिए अधिक समझने योग्य है, और परिणाम कोई बुरा नहीं है, लेकिन, सबसे अधिक संभावना है, बेहतर है।
प्रक्रिया प्रबंधन का उपयोग करने का एक अन्य कारण उपकरण उपयोग को बढ़ाने की आवश्यकता है। ऐसे कार्य का एक उदाहरण इस खंड की शुरुआत में दिया गया था। इस कारण को वस्तुनिष्ठ माना जा सकता है, लेकिन "विवरण" हैं:
मान लीजिए कि हमारा उपकरण नियमित रूप से खराब हो जाता है या अप्रत्याशित रूप से अतिरिक्त समायोजन की आवश्यकता होती है - इसके लिए शेड्यूल की नियमित पुनर्गणना की आवश्यकता होगी - परिचालन शेड्यूल मिनटों की सटीकता के साथ बनाया जाता है।
मानवीय कारक - कर्मचारी को घरेलू कारणों से जाने के लिए मजबूर होना पड़ा और हमें फिर से काम को पुनर्निर्धारित करने की आवश्यकता है।
इस तरह के विचलन कितनी बार होंगे और क्या हमारा अति-सटीक कार्य शेड्यूल एक बेकार दस्तावेज़ में बदल जाएगा जिसे लगातार बनाए रखना होगा।
एमईएस उपकरणों की प्रयोज्यता का प्रश्न एक बहुत ही जटिल मुद्दा है जिसके लिए उच्च उत्पादन संस्कृति और अनुशासन की आवश्यकता होती है, अन्यथा चरण-दर-चरण योजना और कार्य प्रबंधन पर ध्यान केंद्रित करना आसान और अधिक प्रभावी होता है और संचालन में गहराई तक नहीं जाना पड़ता है।
परिचालन प्रबंधन में परिवर्तन विशेष रूप से विकासवादी होना चाहिए: आपको उत्पादन चरणों के साथ काम में अच्छी तरह से महारत हासिल करनी चाहिए, तुरंत सामग्री के साथ उत्पादन प्रदान करना चाहिए, और कार्यक्रम में उत्पादन उपकरण का सही ढंग से उपयोग करना चाहिए।
एमईएस सबसिस्टम का वास्तविक लाभ उत्पादन प्रक्रिया के अधिक सटीक नियंत्रण पर स्विच करने की क्षमता है: आप काम में तेजी ला सकते हैं, आप उपकरण परिवर्तन की संख्या को कम कर सकते हैं, आप महंगे तकनीकी उपकरणों के उपयोग की योजना बना सकते हैं। लेकिन आपको इस बिंदु तक विकसित होने और जोखिमों को समझने की जरूरत है।
एमईएस सबसिस्टम को लागू करने में एक बड़ी मदद उत्पादन उपकरण के साथ 1सी:ईआरपी का संभावित एकीकरण है। कार्य कार्यों की जानकारी सीधे मशीन (उत्पादन लाइन) पर अपलोड की जाती है, और कार्य पूरा होने पर जानकारी स्वचालित रूप से प्रोग्राम में दर्ज की जाती है। यहां कोई मानवीय कारक नहीं है, इसलिए किसी भी देरी को ब्रेकडाउन के रूप में माना जा सकता है जिसके लिए मरम्मत टीम द्वारा तत्काल हस्तक्षेप की आवश्यकता होती है। तकनीकी प्रक्रिया की ऑन-लाइन निगरानी और नियंत्रण एमईएस का उपयोग करने का एक और फायदा है।
यदि यह संभव नहीं है, लेकिन एमईएस उपकरण आवश्यक हैं, तो उन कार्य केंद्रों के बगल में जहां संचालन किया जाता है, 1सी:ईआरपी रनिंग के साथ स्वचालित वर्कस्टेशन की स्थापना आवश्यक है। जानकारी को शीघ्रता से दर्ज करने के तरीके भी उपयोगी होंगे - उत्पादों, सामग्रियों, उत्पादन कार्यों की बारकोडिंग। इससे लेनदेन को पंजीकृत करने में लगने वाला समय कम हो जाएगा।
वीसी "रज़्डोलये" ने ऐसे उपकरण (उपकरण, विशेष स्वचालित वर्कस्टेशन के साथ एकीकरण) विकसित किए हैं, जिन्हें सभी इच्छुक पार्टियों को प्रदर्शित किया जा सकता है।
एमईएस शब्दावली
चूंकि एमईएस टूलकिट पूरी तरह से 1सी:ईआरपी में एकीकृत है, आप पहले ही इस पाठ्यक्रम के पन्नों पर अधिकांश सबसिस्टम ऑब्जेक्ट्स का सामना कर चुके हैं।
कार्य (संचालन) की योजना बनाने के लिए, पहले की तरह, उपकरण (कार्य केंद्र), श्रम लागत और सामग्री का उपयोग किया जाता है।
योजना संचालन की प्रक्रिया स्वयं उत्पादन चरण से लेकर कार्य संचालन (कार्यक्रम में अभी तक लागू नहीं की गई) के और अधिक विवरण का प्रतिनिधित्व करती है।
इस प्रकार, निम्नलिखित दस्तावेज़ पदानुक्रम उभरता है:
"उत्पादन आदेश" दस्तावेज़ बनाया गया है।
आदेश के आधार पर, संसाधन विनिर्देश चरणों की संख्या के अनुसार "उत्पादन चरण" दस्तावेज़ तैयार किए जाते हैं। उत्पादन चरण से तात्पर्य उस प्रकार के कार्य केंद्रों से है जो चरण में शामिल होंगे।
उत्पादन चरण के आधार पर, "रूटिंग शीट" दस्तावेज़ तैयार किए जाते हैं, जिसमें कार्य केंद्र पर किए गए कार्यों की एक सूची होती है (अभी तक कार्यक्रम में लागू नहीं किया गया है)।
रूट शीट बनाने के लिए, "रूट मैप्स" निर्देशिका का उपयोग करें। रूट मैप संचालन से पहले संसाधन विनिर्देश के चरणों का विवरण है। यही है, जहां पहले यह समग्र रूप से उत्पादन चरण को इंगित करने के लिए पर्याप्त था, अब आपको उस पर किए गए संचालन की एक सूची को इंगित करने की आवश्यकता है, और आपको चरण में उपभोग की जाने वाली सामग्रियों और कार्यों को विशिष्ट संचालन से जोड़ने की भी आवश्यकता है।
1सी:ईआरपी में नियामक जानकारी के प्रवेश को सरल बनाने के लिए, यह माना जाता है कि रूट मैप पहले दर्ज किए जाते हैं, और उनके आधार पर संसाधन विनिर्देश के चरणों को भरा जा सकता है।
एमईएस उपकरणों का उपयोग करके कार्य की योजना बनाते समय, परिवर्तन का समय और अंतर-परिचालन लागत का समय (संचालन से संचालन में एक भाग का स्थानांतरण, आदि) एक निश्चित भूमिका निभाना शुरू करते हैं। इसलिए, कार्यक्रम में संबंधित निर्देशिकाओं और सूचना रजिस्टरों का उपयोग किया जाता है।
कार्य का पूर्वानुमान और अनुकरण करने के लिए, आप "ऑपरेशनल प्लानिंग परिदृश्य" संदर्भ पुस्तक का उपयोग कर सकते हैं; यहां आप वर्चुअल कार्य केंद्रों को निर्दिष्ट कर सकते हैं जिनका उपयोग उत्पादन कार्यों का पूर्वानुमान शेड्यूल बनाने के लिए किया जाएगा (आप देख सकते हैं कि क्या होगा, उदाहरण के लिए, यदि हम मशीनों की संख्या बढ़ाएँ)।
एमईएस सबसिस्टम में शेड्यूलिंग कार्य के लिए मुख्य नियंत्रण संदर्भ पुस्तक "ऑपरेशनल प्लानिंग के मॉडल" संदर्भ पुस्तक है। यहां आप अपनी नियोजन प्राथमिकताओं को इंगित करते हैं - चाहे आप काम की लागत को कम करना चाहते हैं या उत्पादन में तेजी लाना चाहते हैं। आप उपकरण के उपयोग की रणनीति भी बता सकते हैं - चाहे आप इसे उपकरणों के पूरे बेड़े में समान रूप से लोड करना चाहते हों, या क्या आप सभी काम एक ही मशीन पर करना पसंद करते हैं।
एमईएस सबसिस्टम में कार्य योजना दो चरणों में होती है - सबसे पहले, एक उत्पादन कार्यक्रम तैयार किया जाता है: कार्य को कार्यशालाओं के बीच, योजना अंतराल (घंटा, दिन, आदि) और कार्य केंद्रों के प्रकार के अनुसार वितरित किया जाता है। यह पीडीओ योजना स्तर है। फिर वर्कशॉप डिस्पैचर (शॉप डिस्पैच ब्यूरो) प्रत्येक कार्य केंद्र के लिए अलग से, योजना अंतराल के भीतर वर्कशॉप कार्य का एक शेड्यूल तैयार करता है - मिनट दर मिनट, ऑपरेशन दर ऑपरेशन। निर्दिष्ट मापदंडों और प्रतिबंधों के आधार पर, उत्पादन शेड्यूल और कार्य शेड्यूल प्रोग्राम द्वारा स्वचालित रूप से बनाए जाते हैं।
एमईएस सबसिस्टम के लिए विनियामक और संदर्भ जानकारी भरना
आइए अपने आभासी उद्यम इंडस्ट्रियल इलेक्ट्रॉनिक्स एलएलसी पर वापस लौटें। आइए मान लें कि यहां एक मशीनिंग की दुकान है, जहां फ़ॉइल-लेपित फाइबरग्लास लेमिनेट की मूल शीट को पहले उपयुक्त आकार के रिक्त स्थान में काटा जाता है, और फिर इलेक्ट्रॉनिक घटकों को माउंट करने के लिए आवश्यक छेद रिक्त स्थान में ड्रिल किए जाते हैं।
यह उत्पादन श्रृंखला, उद्यम की तरह ही, आभासी है! यह इस प्रकार के उद्यमों में किए जाने वाले वास्तविक परिचालन से मेल नहीं खा सकता है। उदाहरण केवल प्रोग्राम की कार्यक्षमता को प्रदर्शित करने के लिए लिया गया है।
आइए मान लें कि वर्कपीस की कटिंग एक कटिंग लाइन पर की जाती है, जिसका इनपुट फाइबरग्लास की एक शीट द्वारा आपूर्ति की जाती है, और आउटपुट 20 वर्कपीस है।
काटने का चरण समय आरेख इस प्रकार है:
ऑपरेटर कटिंग लाइन सेट करता है: 2 मिनट।
ऑपरेटर सामग्री लोड करता है: 10 मिनट (कार्यशाला के स्टोररूम से एक शीट लें, इसे लाएं, इसे उपकरण में सुरक्षित करें)।
सामग्री काटना: 10 मिनट।
वर्कपीस को उतारना: 10 मिनट। (वर्कपीस हटाएं, उन्हें अगले ड्रिलिंग चरण पर ले जाएं)।
वर्कपीस की ड्रिलिंग भी ड्रिलिंग लाइन पर स्वचालित रूप से की जाती है; एक समय में 10 वर्कपीस संसाधित होते हैं। चरण आरेख इस प्रकार है:
ऑपरेटर ड्रिलिंग लाइन सेट करता है: 2 मिनट।
ऑपरेटर लाइन लोड करता है: 10 मिनट।
ड्रिलिंग की जाती है: 10 मिनट.
वर्कपीस उतारे जाते हैं: 10 मिनट।
कार्यशाला में एक कटिंग लाइन और दो ड्रिलिंग लाइन का उपयोग किया जाता है।
कटिंग लाइन के लिए एक ऑपरेटर को नियुक्त किया जाता है, जो उपकरण को समायोजित करता है और सामग्री और भागों को लोड/अनलोड करता है। समान कार्यक्षमता के साथ, दोनों ड्रिलिंग लाइनों के लिए एक ऑपरेटर को भी नियुक्त किया गया है।
उत्पादन गति को अनुकूलित करने के लिए, उत्पादन 20 वर्कपीस के गुणकों (कटिंग लाइन की अधिकतम उत्पादकता) में किया जाता है। सामग्री (फाइबरग्लास शीट) को वर्कशॉप के स्टोररूम से लिया जाता है, तैयार वर्कपीस (काटे और ड्रिल किए गए) को अगली वर्कशॉप में स्थानांतरित करने के लिए बक्सों में रखा जाता है। उत्पादन तीन शिफ्टों में 24 घंटे किया जाता है।
श्रमिकों (दुकान संचालकों) का वेतन टुकड़ों में नहीं होता है और उत्पादन पर खर्च की गई सामग्री की लागत के अनुपात में, महीने के अंत में तैयार उत्पादों की लागत पर वितरित किया जाता है।
ग्राफ़िक रूप से, कार्यशाला में उत्पादन आरेख इस तरह दिखता है:
ऐसे उत्पादन को प्रबंधित करने के लिए 1C:ERP प्रोग्राम को ठीक से कैसे कॉन्फ़िगर करें?
उत्पादन इकाइयों के बारे में जानकारी
कार्यक्रम में संबंधित उत्पादन इकाई "मेक शॉप" को शामिल करना आवश्यक है। प्रसंस्करण।" इंगित करें कि यह स्वयं उत्पादन कर रहा है और अपने कार्य की योजना (प्रेषण) कर रहा है, नियोजन मापदंडों को कॉन्फ़िगर करें:
योजना अंतराल "दिन" या "घंटा"। यह इस पर निर्भर करता है कि आपको कितनी बार तैयार उत्पादों को कार्यशाला से अन्य विभागों में स्थानांतरित करने की आवश्यकता है। "दिन" अंतराल आर्थिक रूप से अधिक लाभदायक है - प्रसारण थोक में किया जाता है। "घंटा" अंतराल आपको कार्य शेड्यूल के अनुसार तेज़ी से उत्पाद प्राप्त करने की अनुमति देता है।
रूट शीट के प्रबंधन की पद्धति "ऑपरेशनल एमईएस प्लानिंग"।
परिचालन प्रबंधन की विधि "तथ्य का पंजीकरण"। कार्यक्रम में संचालन के पूरा होने को चिह्नित करने के दो तरीके हैं - आप संचालन के प्रारंभ/समाप्ति के तथ्य को पंजीकृत कर सकते हैं ("तथ्य का पंजीकरण"), आप किए गए कार्य में केवल विचलन दर्ज कर सकते हैं ("विचलन का पंजीकरण")। विचलन का मतलब किसी भी देरी, दोष आदि से है।
परिचालन पंजीकरण के लिए मानक समय 15 मिनट है। यह विकल्प अलग-अलग तरीके से काम करता है, यह इस बात पर निर्भर करता है कि कौन सी ऑपरेशन नियंत्रण विधि चुनी गई है। यदि कोई तथ्य दर्ज किया जाता है, तो यदि किसी ऑपरेशन की योजनाबद्ध शुरुआत से 15 मिनट के भीतर उपयोगकर्ता ने उस पर काम करना शुरू नहीं किया है, तो यह माना जाता है कि उत्पादन कार्यक्रम प्रासंगिक नहीं है (कार्य का पुनर्निर्धारण आवश्यक है)। यदि कोई विचलन दर्ज किया गया है, तो ऑपरेशन को योजना के अनुसार स्वचालित रूप से पूरा माना जाता है यदि इसकी शुरुआत से 15 मिनट बीत चुके हैं और उपयोगकर्ता ने प्रोग्राम में इसके साथ कोई सुधारात्मक कार्रवाई नहीं की है (दोष, देरी इत्यादि पेश की गई है)। यदि होने वाले विचलन मूल कार्य अनुसूची का उल्लंघन करते हैं, तो पुनर्गणना की आवश्यकता होती है।
पैरामीटरों का इतने विस्तार से वर्णन किया गया है क्योंकि वे महत्वपूर्ण रूप से प्रभावित करते हैं कि एमईएस उपकरणों का उपयोग कैसे किया जाएगा। नियोजन अंतराल के साथ-साथ परिचालन प्रबंधन की पद्धति पर विशेष ध्यान दिया जाना चाहिए। अन्य सभी चीजें समान होने पर, हम अनुशंसा करते हैं कि प्रारंभिक चरण में योजना अंतराल को एक दिन पर सेट किया जाए, और तथ्य को 15-30 मिनट के मानक समय के साथ दर्ज किया जाए। हम कार्यक्रम में जानकारी को शीघ्रता से दर्ज करने के लिए विभाग के काम में बारकोडेड उत्पादन दस्तावेजों (रूट शीट) का उपयोग करने की भी दृढ़ता से अनुशंसा करते हैं।
उत्पादन उपकरण और परिचालन कर्मियों के बारे में जानकारी
कार्य केंद्रों के प्रकार (कटिंग और ड्रिलिंग लाइन) के बारे में जानकारी दर्ज करना आवश्यक है। प्रत्येक प्रकार के कार्य केंद्र के लिए, हम इंगित करते हैं कि समानांतर लोडिंग की अनुमति है। उपकरण पर सेटअप समय और संचालन की अवधि के बारे में जानकारी भी दर्ज की जाती है।
प्रत्येक प्रकार के कार्य केंद्र के लिए, हम कार्य केंद्रों में स्वयं प्रवेश करते हैं - दो ड्रिलिंग लाइनें और एक कटिंग लाइन। हम समानांतर में निर्मित भागों की संख्या दर्शाते हैं। हम उपकरण संचालन की मानक प्रति घंटा लागत और बदलाव की लागत का संकेत देते हैं - जानकारी का उपयोग मूल्य या गति के आधार पर कार्य अनुसूची को अनुकूलित करने के लिए किया जाएगा।
अगला सवाल यह है कि शॉप फ्लोर संचालकों को क्या करना चाहिए?
हम उन्हें कार्य केंद्रों के रूप में दर्ज कर सकते हैं और रूट मैप में इंगित कर सकते हैं कि वे क्या कार्य करते हैं। हम उन्हें कार्य केंद्र के रूप में दर्ज नहीं कर सकते हैं, लेकिन तैयारी और समापन समय के रूप में कटिंग/ड्रिलिंग संचालन के मापदंडों में उपकरण लोडिंग/अनलोडिंग का समय इंगित करते हैं।
दोनों विकल्प स्वीकार्य हैं; पहले मामले में, आपको अधिक विस्तृत कार्यसूची प्राप्त होगी, दूसरे में, आप कर्मचारियों के काम को सरल बना देंगे। यहां सिफारिशें सरल हैं - व्यवसाय की वास्तविक जरूरतों से आगे बढ़ें: आपको यह जानने की आवश्यकता क्यों है कि कुछ संचालन कैसे किए जाते हैं; आप इस जानकारी के साथ क्या कर सकते हैं; क्या आप अनावश्यक नौकरशाही से लोगों को हतोत्साहित कर रहे हैं?
एमईएस अनुभाग के अंत में वीडियो व्याख्यान एक विकल्प दिखाता है जिसमें ऑपरेटर कार्य केंद्र के रूप में शामिल होते हैं। यह अधिक स्पष्टता के लिए किया गया था, लेकिन कार्रवाई के मार्गदर्शक के रूप में नहीं।
कार्य केंद्रों के प्रकार और स्वयं कार्य केंद्रों को दर्ज करने के बाद, कार्य शेड्यूलिंग की अवधि के लिए उनकी उपलब्धता भरें।
रूट मैप बनाना
रूट मैप को संसाधन विनिर्देश के अनुरूप दर्ज किया गया है: केवल उत्पादन के एक चरण के लिए। उपभोग की गई सामग्री, श्रम लागत, निर्मित उत्पाद और अपशिष्ट को इंगित करना आवश्यक है। और कार्य केंद्रों पर किए गए कार्यों की एक सूची भी भरें।
कार्य केन्द्रों के रूप में आप स्वयं कार्य केन्द्र या एक प्रकार के कार्य केन्द्रों का चयन कर सकते हैं। पहले विकल्प में, प्रोग्राम तुरंत चयनित उपकरणों के लिए विशेष रूप से कार्य की योजना बनाएगा; दूसरे में, यह शेड्यूलिंग संचालन के समय उपलब्ध कार्य केंद्र का चयन करेगा।
संचालन बिल्कुल तकनीक के अनुसार निर्दिष्ट किया जाना चाहिए - उसी क्रम में जिसमें वे निष्पादित किए जाते हैं। समानांतर में किए जाने वाले कार्यों पर विशेष ध्यान दिया जाना चाहिए, अन्यथा प्रोग्राम सही कार्य शेड्यूल बनाने में सक्षम नहीं होगा।
सामग्रियों, उत्पादों, अपशिष्टों को उन कार्यों के लिए सौंपा जाता है जिनमें उनका उपभोग/उत्पादन किया जाता है। समानांतर संचालन में उपभोग की जाने वाली सामग्रियों को उत्पादों और कचरे के साथ भी ठीक से बांधा जाना चाहिए।
संचालन में प्रवेश करते समय, कार्यों के अनावश्यक विवरण को छिपाने के लिए "पीजेड समय (प्रारंभिक-अंतिम)" पैरामीटर का उपयोग करने की संभावना पर विचार करना उचित है।
रूट मैप और संचालन में, तकनीकी आवश्यकताओं की बारीकियों के आधार पर, उत्पादन की आवृत्ति को सही ढंग से निर्दिष्ट किया जाना चाहिए। प्रक्रिया।
कुछ अक्सर पूछे जाने वाले प्रश्न और उनके उत्तर:
मशीन समानांतर में 10 भागों का उत्पादन करती है, इस तकनीकी के लिए रूट मैप को सही ढंग से कैसे सेट करें। प्रक्रिया?
रूट मैप भरना उत्पाद की दस इकाइयों के एक साथ उत्पादन पर आधारित होना चाहिए।
हमारी मशीन महंगे उपकरण का उपयोग करती है, जिनकी आपूर्ति भी कम है। हमें एक ही समय में मशीन के संचालन और उपकरण के उपयोग दोनों की योजना बनाने की आवश्यकता है। प्रोग्राम को सही तरीके से कैसे कॉन्फ़िगर करें?
एक विशेष प्राप्त करें. कार्य केंद्र के रूप में टूलींग। ऑपरेशन के "सहायक कार्य केंद्र" टैब का उपयोग करें। वहां ऑपरेशन में प्रयुक्त विशेष को इंगित करें। उपकरण
खराद पर काम करने की प्रक्रिया इस प्रकार है: उपकरण बदलना - 1 मिनट, वर्कपीस स्थापित करना - 1 मिनट, मोड़ने का काम - 5 मिनट, भाग हटाना - 1 मिनट, मशीन की सफाई करना - 1 मिनट। हम इस डेटा को प्रोग्राम में सही ढंग से कैसे दर्ज कर सकते हैं?
योजना बनाने के लिए एमईएस सबसिस्टम का उपयोग न करने और केवल उत्पादन चरणों का उपयोग करने पर विचार करें। आपकी तकनीक. इस प्रक्रिया में कई मैन्युअल ऑपरेशन शामिल हैं जो मानवीय कारकों पर अत्यधिक निर्भर हैं। संभावित रोजमर्रा के कारणों (एक व्यक्ति शौचालय गया) के कारण आपको कार्य शेड्यूल को नियमित रूप से अपडेट करने की आवश्यकता होगी। बड़े उद्यम में यह काम नहीं करेगा.
यदि, किसी कारण से, एमईएस का उपयोग करने की आवश्यकता है, तो अनावश्यक विवरण छिपाने के लिए "पीजेड टाइम" पैरामीटर का उपयोग करें। आपके मामले में, 5 मिनट की अवधि के साथ एक ऑपरेशन "टर्निंग" होगा। इसका "फ़्लैश टाइम" पैरामीटर 3 मिनट है। (भाग की स्थापना, निष्कासन, सफाई)। "लैथ्स" कार्य केंद्र प्रकार के लिए सेटअप अवधि के रूप में एक और मिनट निर्दिष्ट किया जाना चाहिए। कम से कम 30 मिनट के पंजीकरण के लिए मानक समय के साथ परिचालन प्रबंधन "विचलन का पंजीकरण" की विधि भी बताएं। इस तरह आप मुख्य कार्य प्रक्रिया को बनाए रखने के लिए ओवरहेड लागत को कम कर देंगे और छोटी-छोटी बातों पर कर्मचारियों का ध्यान नहीं भटकाएंगे।
अलग तकनीक में. प्रक्रियाओं में संचालन के अनुक्रम दोहराए जाते हैं। हम यह कैसे सुनिश्चित कर सकते हैं कि उन्हें एक बार प्रोग्राम में दर्ज किया जा सके और आवश्यकतानुसार उपयोग किया जा सके?
रूट मैप में एक नया ऑपरेशन जोड़ते समय, ऑपरेशन के बजाय, आप प्रोग्राम में पहले से मौजूद रूट मैप को नेस्टेड रूट के रूप में जोड़ सकते हैं। दोहराए जाने वाले कार्यों के लिए अलग-अलग रूट कार्ड बनाएं (चलिए उन्हें टेम्पलेट कहते हैं) और आवश्यकतानुसार उनका उपयोग करें।
संसाधन विशिष्टता बनाना
रूट मैप दर्ज करने के बाद, आपको एक संसाधन विनिर्देश बनाने की आवश्यकता है।
यहां एक दिलचस्प विशेषता है. आइए अपनी फर कार्यशाला पर वापस जाएँ। प्रसंस्करण - उन में. इस प्रक्रिया में कई कार्य केंद्र शामिल हैं, क्या इसे बहु-चरणीय प्रक्रिया माना जाना चाहिए? नहीं, यह आवश्यक नहीं है - अन्यथा कार्यक्रम प्रत्येक प्रकार के कार्य केंद्र के लिए अलग-अलग योजना अंतराल पर अलग से कार्य की योजना बनाएगा, और कार्य अनुसूची गलत होगी। आपके पास संपूर्ण तकनीक के लिए एक रूट मैप होना चाहिए। वर्कपीस निर्माण प्रक्रिया (कटिंग + ड्रिलिंग + संबंधित संचालन) और एक चरण के साथ एक संसाधन विनिर्देश। इसे बनाए गए रूट मैप के आधार पर भरना होगा।
अन्यथा, संसाधन विनिर्देश भरना पहले किए गए कार्यों से भिन्न नहीं है।
एमईएस सबसिस्टम के संचालन की योजना
कार्यक्रम में, हमने उत्पादन क्षमताओं को कॉन्फ़िगर किया है, मार्ग मानचित्र और संसाधन विनिर्देश दर्ज किए हैं, एक उत्पादन क्रम बनाया है - हम योजना बनाना शुरू कर सकते हैं।
पीडीओ और उत्पादन रसद सेवा का कार्य:
उत्पादन चरण क्रम के अनुसार बनाये जाते हैं।
चरणों को सामग्री उपलब्ध कराई गई है।
एक उत्पादन अनुसूची बनाई जाती है - चरणों को कार्यशालाओं के बीच, कार्य केंद्रों के प्रकार और उपलब्ध नियोजन अंतरालों के अनुसार वितरित किया जाता है। शेड्यूल कायम है.
दुकान प्रबंधक का कार्य (अभी तक एमईएस संस्करण 2.2 में लागू नहीं किया गया है, लेकिन संस्करण 2.1 में उपलब्ध है):
निर्मित उत्पादन चरणों के आधार पर, कार्यशाला में एक विस्तृत उत्पादन कार्यक्रम तैयार किया जाता है (वर्तमान में यह जानकारी "रूटिंग शीट" दस्तावेज़ में संग्रहीत है)। स्वचालित कार्यस्थल "एमईएस उत्पादन प्रेषण" का उपयोग किया जाता है। शेड्यूल बनाते समय, चयनित नियोजन मॉडल (शेड्यूल अनुकूलन मानदंड) को ध्यान में रखा जाता है।
शेड्यूल बिल्कुल निर्दिष्ट करता है कि किसी विशेष कार्य केंद्र पर किस समय कौन सा ऑपरेशन किया जाएगा।
शेड्यूल सहेजने के बाद, संचालन उपकरण ऑपरेटर के कार्य केंद्र "प्रदर्शन संचालन" में उपलब्ध होते हैं। विभाग में परिचालन प्रबंधन की कौन सी विधि चुनी गई है, इसके आधार पर, ऑपरेटर को या तो किए जा रहे कार्यों को चिह्नित करना होगा (उन्हें कार्य के लिए स्वीकार करना/पूर्णता को चिह्नित करना) या केवल उन विचलनों को पंजीकृत करना होगा जो उनमें उत्पन्न हुए हैं। प्रक्रिया (दोष, काम शुरू करने में देरी, आदि)।
यदि कार्य के दौरान देरी होती है, तो वर्कशॉप डिस्पैचर के वर्कस्टेशन "एमईएस प्रोडक्शन डिस्पैच" में एक समस्या संकेत दिखाई देता है। वह कार्यसूची की पुनर्गणना करता है।
कुछ मामलों में, देरी न केवल कार्यशाला के भीतर मामलों की स्थिति को प्रभावित कर सकती है, बल्कि संपूर्ण उत्पादन प्रक्रिया को भी प्रभावित कर सकती है (जब एक उत्पादन आदेश कई कार्यशालाओं में किया जाता है)। ऐसी स्थिति में पीडीओ कर्मचारियों के कार्यस्थल में समस्या का संकेत स्वतः ही मिल जाता है। समस्या आदेश और उत्पादन चरण दिखाए जाएंगे (एमईएस संस्करण 2.2 के भाग में अभी तक लागू नहीं किया गया है)। पीडीओ विशेषज्ञ विसंगतियों को दूर करने के लिए उत्पादन कार्यक्रम का पुनर्निर्माण कर सकता है।
एमईएस सबसिस्टम के उपयोग को प्रदर्शित करने वाला एक वीडियो पाठ्यक्रम के पूर्ण संस्करण में लिंक पर है।
निष्कर्ष और प्राप्त परिणाम
काफी सरल प्रोग्राम सेटिंग्स और मानक 1C:ERP कार्यक्षमता का उपयोग करके, हम सभी उत्पादन योजना आवश्यकताओं को कवर करने में सक्षम थे:
कार्यसूची 1 मिनट की सटीकता के साथ बनाई गई है।
योजना बनाते समय, तकनीकी प्रक्रिया की सभी सूक्ष्मताओं को ध्यान में रखा जाता है।
कार्य, उपकरण, कार्मिक, विशेष की योजना बनाई जाती है। हेराफेरी.
प्रक्रिया में सभी प्रतिभागियों को कार्यक्रम में सुविधाजनक स्वचालित कार्यस्थान प्रदान किए जाते हैं।
उत्पादन कार्यों में उत्पन्न होने वाली समस्याओं को स्वचालित रूप से उनके स्वचालित उन्मूलन के लिए निर्णय लेने के आवश्यक स्तर तक बढ़ा दिया जाता है।
एमईएस प्रोग्राम की कार्यक्षमता सुधार के लिए खुली है - आप 1सी प्लेटफॉर्म का उपयोग करके या बाहरी 1सी घटकों के तंत्र का उपयोग करके, डेटा एक्सचेंज इंटरफ़ेस वाले किसी भी उत्पादन उपकरण को प्रोग्राम से कनेक्ट और नियंत्रित कर सकते हैं। क्या आपने कहीं सुना है कि "1C" केवल लेखांकन है? यह बेवक़ूफ़ी है। सबसे अधिक संभावना है, कथन के लेखक को इस विषय की बहुत कम जानकारी है।
जहाज निर्माण उद्योग के उदाहरण का उपयोग करके 1C:ERP में बड़े पैमाने पर उत्पादन का प्रबंधन करने की क्षमता
प्रारंभिक टिप्पणियां
इस अनुभाग में ऐसे कार्यों के लिए प्रोग्राम स्थापित करने की सभी विशेषताओं का विस्तृत विवरण नहीं होगा; बल्कि, ये सामान्य विचार हैं जो उन लोगों के लिए उपयोगी हो सकते हैं जो भविष्य के उद्यम प्रबंधन प्रणाली की पसंद से परेशान हैं।
आइए जहाज निर्माण की विशेषताओं पर नजर डालें:
प्रत्येक जहाज एक अलग परियोजना है, जिसमें अक्सर लक्षित वित्तपोषण होता है।
परियोजना पूर्ण होने की अवधि कई महीनों और कभी-कभी वर्षों में मापी जाती है। समय का एक महत्वपूर्ण हिस्सा परियोजना के लिए मानक और संदर्भ दस्तावेज तैयार करने में व्यतीत होता है। कभी-कभी जहाज का डिज़ाइन उसके निर्माण के समानांतर किया जाता है।
एक जहाज का निर्माण शीर्ष स्तर पर "पुल" प्रबंधन विधियों का एक संयोजन है (संपूर्ण जहाज निर्माण उद्यम एक लक्ष्य के साथ काम करता है - परियोजना को पूरा करने के लिए) व्यक्तिगत कार्यशालाओं के क्रमिक "पुश" उत्पादन के साथ।
उत्पादन सुविधाएं एक दूसरे से काफी दूरी पर स्थित हो सकती हैं - एक जहाज निर्माण संयंत्र का क्षेत्रफल दसियों वर्ग किलोमीटर में मापा जाता है। खरीदी गई और तैयार इकाइयों के आंतरिक परिवहन के लिए रेल परिवहन के उपयोग की आवश्यकता हो सकती है।
उत्पादन कार्य आंतरिक और बाह्य दोनों तरह से लॉजिस्टिक्स के साथ पूरी तरह संतुलित होना चाहिए।
सामान्य तौर पर, यह एक अत्यंत जटिल उत्पादन है, जो रॉकेट और अंतरिक्ष उद्योग की जटिलता के बराबर है। काम की अवधि के मामले में, यह विमानन उद्योग से आगे निकल जाता है, और जटिलता के मामले में यह इसके बराबर है।
शिपयार्ड को प्रबंधित करने के लिए 1C:ERP कार्यक्षमता का उपयोग करने के उदाहरण
परियोजना मानक और संदर्भ दस्तावेज़ीकरण का प्रबंधन
"1सी:ईआरपी" में अंतर्निहित सीएडी उपकरण शामिल नहीं हैं, लेकिन अन्य कार्यक्रमों के साथ व्यापक एकीकरण का समर्थन करता है। आप सिस्टम में किसी भी प्रारूप का दस्तावेज़ अपलोड कर सकते हैं; मुख्य आवश्यकता अपलोड किए गए डेटा की संरचना का विवरण है।
1सी भाषा में कई तैयार प्रोसेसिंग हैं जो विभिन्न सीएडी प्रणालियों के साथ डेटा का आदान-प्रदान करती हैं। रज़डोली वीसी कंपनी के विशेषज्ञों के पास कई अलग-अलग समाधानों के साथ 1सी:यूपीपी और 1सी:ईआरपी के एकीकरण को डिजाइन करने का अनुभव था।
1सी:ईआरपी की समृद्ध क्षमताओं को ध्यान में रखते हुए, इसमें कोई संदेह नहीं है कि उद्योग में काम के लिए नियामक और संदर्भ जानकारी व्यवस्थित करने के मामले में कार्यक्रम में पर्याप्त कार्यक्षमता है।
कार्यक्रम के कुछ और लाभ:
वस्तुओं के संस्करणों को संग्रहीत करने की क्षमता। किसी जहाज को डिजाइन करते समय, दस्तावेज़ीकरण को पुनरावृत्त रूप से विकसित करना अक्सर आवश्यक होता है - डिजाइनर एक डिजाइन समाधान का प्रस्ताव करता है, जिस पर प्रौद्योगिकीविदों और आपूर्तिकर्ताओं द्वारा सहमति व्यक्त की जाती है और स्पष्ट किया जाता है। कभी-कभी कई समाधान होते हैं, कभी-कभी आपको दस्तावेज़ के पिछले संस्करण में "वापस रोल" करने की आवश्यकता होती है। यह सब 1C:ERP में व्यवस्थित किया जा सकता है।
प्रोजेक्ट दस्तावेज़ों को अनुमोदित करने की क्षमता - यह कार्यक्षमता 1C:ERP में ही सरलीकृत रूप में उपलब्ध है, लेकिन 1C: दस्तावेज़ प्रवाह के साथ "सहज" एकीकरण की उपस्थिति आपको जटिलता के किसी भी स्तर के दस्तावेज़ों को अनुमोदित करने की समस्या को हल करने की अनुमति देती है।
बाहरी फ़ाइलों को संग्रहीत करने और प्रोग्राम संदर्भ पुस्तकों के साथ फ़ाइल संग्रह को एकीकृत करने की संभावना। अक्सर, उत्पादन मानक (संसाधन विनिर्देश) के अलावा, उत्पाद स्केच तक पहुंच की आवश्यकता होती है। "1C:ERP" आपको, यदि आवश्यक हो, किसी भी निर्देशिका और दस्तावेज़ में एक बाहरी फ़ाइल संलग्न करने की अनुमति देता है। बाहरी फ़ाइलों के लिए, संस्करण संग्रहीत करने का विकल्प भी उपलब्ध है।
परियोजना प्रबंधन
चूँकि जहाज निर्माण एक परियोजना कार्य है, इसलिए उपयुक्त परियोजना प्रबंधन उपकरण एक महत्वपूर्ण भूमिका निभाते हैं। 1सी:ईआरपी यहां क्या पेशकश कर सकता है?
"1सी: दस्तावेज़ प्रवाह" के साथ "निर्बाध" एकीकरण की उपस्थिति आपको ऐसे सॉफ़्टवेयर प्राप्त करने की अनुमति देती है जो कार्यक्षमता में "माइक्रोसॉफ्ट प्रोजेक्ट" प्रोग्राम से कमतर नहीं है।
प्राइमेरा सिस्टम्स के समाधानों के साथ 1सी:ईआरपी को एकीकृत करने की क्षमता आपको एक परिचित वातावरण में जहाज निर्माण परियोजनाओं को प्रबंधित करने और जेनरेट किए गए प्रोजेक्ट कार्यों को 1सी:ईआरपी पर अपलोड करने की अनुमति देती है, जहां उनका उपयोग उद्यम प्रबंधन के लिए किया जाएगा।
परियोजना प्रबंधन के लिए तैयार, विशिष्ट 1C:ERP संशोधनों की उपलब्धता आपको अतिरिक्त टूल को पूरी तरह से समाप्त करने में मदद करेगी।
लक्षित परियोजना वित्तपोषण
जहाज कभी भी ऐसे ही नहीं बनाए जाते - बिक्री के लिए; अक्सर एक विशिष्ट ग्राहक होता है जो पहले से ही एक महत्वपूर्ण अग्रिम कर चुका है और जानना चाहता है कि उसका पैसा किस पर खर्च किया जा रहा है।
अगर हम किसी सैन्य या सरकारी आदेश की बात कर रहे हैं तो ये आवश्यकताएं और भी सख्त हैं। 1सी:ईआरपी यहां कैसे मदद कर सकता है?
कार्यक्रम में एक लेखांकन "विभाजक" है - गतिविधि की दिशा। जहाज निर्माण के मामले में यह एक परियोजना होगी. गतिविधि के क्षेत्रों के अनुसार, आप आय और व्यय, और नकदी प्रवाह को विभाजित कर सकते हैं। परियोजनाओं के लिए वित्तीय बजट प्रणाली स्थापित करने और आवश्यक खजाने को व्यवस्थित करने के लिए मानक उपकरणों का उपयोग करना काफी आसान है।
2015 से, कार्यक्रम ने संघीय कानून 275 की आवश्यकताओं का समर्थन किया है।
मैं यह भी नोट करना चाहूंगा कि रज़डोली कंप्यूटर सेंटर रक्षा उद्यमों के स्वचालन में एक मान्यता प्राप्त नेता है और इस क्षेत्र में हमारे पास व्यापक घरेलू विकास है। इसके अलावा, रक्षा उद्यमों के लिए कई स्वचालन परियोजनाएं 1C:ERP का उपयोग करके पहले ही पूरी की जा चुकी हैं, जहां ग्राहक की मुख्य आवश्यकताओं में से एक अलग ऑर्डर अकाउंटिंग को व्यवस्थित करने की आवश्यकता थी।
खरीदी प्रबंधन
जहाज निर्माण उद्यम बहुत सारी सामग्री, हिस्से, तैयार घटक और उपकरण खरीदता है। एक महत्वपूर्ण आवश्यकता अलग-अलग खरीद का संगठन हो सकती है, जब जहाज के ग्राहक को यह जानना होगा कि क्या खरीदा गया था और किस मात्रा में, किस जरूरतों के लिए खर्च किया गया था।
अलग समर्थन तंत्र "1सी:ईआरपी" यहां मदद करेगा। आप सभी खरीद को असाइनमेंट (अपनी परियोजनाओं) से जोड़ सकते हैं और कार्यक्रम में किसी भी आइटम के भाग्य को ट्रैक कर सकते हैं, चाहे वह गोदामों और विभागों में कैसे भी स्थानांतरित हो।
बिक्री प्रबंधन
किसी जहाज़ को बेचना एक जटिल, बहुस्तरीय बातचीत प्रक्रिया है। 1सी:ईआरपी सीआरएम सबसिस्टम यहां हमारी मदद करेगा, साथ ही 1सी:डॉक्यूमेंट फ्लो के साथ एकीकरण:
आप कार्यक्रम में पूर्ण-पूर्व-बिक्री गतिविधियों का संचालन कर सकते हैं: बैठकों, वार्ताओं, कॉलों को शेड्यूल और मॉनिटर करें।
आप प्रोग्राम के अंतर्निर्मित ईमेल क्लाइंट का उपयोग कर सकते हैं ताकि कोई भी व्यावसायिक जानकारी नष्ट न हो।
आप प्रोग्राम में एक बिक्री व्यवसाय प्रक्रिया बना सकते हैं और चरणों को नियंत्रित कर सकते हैं, एक बिक्री फ़नल बना सकते हैं।
परियोजना दस्तावेज़ (वाणिज्यिक प्रस्ताव, मसौदा अनुबंध और समझौते) को कार्यक्रम में संग्रहीत और सहमत किया जा सकता है।
आप कार्यक्रम में एक इलेक्ट्रॉनिक सचिवालय का आयोजन कर सकते हैं - आपके सभी आने वाले और बाहर जाने वाले संदेशों को उनके इच्छित गंतव्य तक पहुंचाया जाएगा, और आप प्रतिक्रिया समय और की गई कार्रवाइयों को नियंत्रित करने में सक्षम होंगे।
यह सब एक दूसरे के साथ एकीकृत है और अन्य 1C:ERP सबसिस्टम के साथ एकीकृत है - एक CRM लेनदेन एक कानूनी अनुबंध में बदल जाता है, इस पर कार्यक्रम में सहमति होती है, एक परियोजना की योजना बनाई जाती है, परियोजना एक उत्पादन आदेश में बदल जाती है, इत्यादि। यह ग्राहकों/आपूर्तिकर्ताओं के साथ चल रही समानांतर बातचीत से जुड़ा है।
लक्ष्य संकेतकों (परियोजनाओं) की निगरानी के लिए सभी गतिविधियों के परिणाम सबसिस्टम में प्रदर्शित किए जा सकते हैं और काम को ऑनलाइन प्रबंधित किया जा सकता है।
विनिर्माण नियंत्रण
हालाँकि जहाज निर्माण उद्योग अत्यंत जटिल है, यह जटिलता "गुणात्मक" से अधिक "मात्रात्मक" है। यहां मुख्य बात 1सी:ईआरपी से सही प्रबंधन उपकरण चुनना है और फिर कोई समस्या नहीं होगी।
"पुल" प्रबंधन पद्धति का बुद्धिमानी से उपयोग करें - आपका प्रोजेक्ट एक ऐसा आदेश है जिसके तहत पूरा उद्यम काम करता है।
धारावाहिक उत्पादन दुकानों के लिए उत्पादन योजनाओं का उपयोग करें। सिलसिलेवार उत्पादन को ध्यान में रखते हुए, चल रही परियोजनाओं की जरूरतों के आधार पर योजनाएं स्वचालित रूप से भरें।
इस तथ्य का लाभ उठाएं कि आप आवश्यकतानुसार उत्पादन चरणों में सामग्री आदि जोड़ सकते हैं। इससे इस तथ्य के कारण होने वाली समस्याओं को हल करने में मदद मिलेगी कि परियोजना शुरू करने के समय आपके पास अभी तक सभी परियोजना दस्तावेज नहीं हैं।
आपूर्ति आरेखों का उपयोग करें, सामग्रियों के मानक स्टॉक को इंगित करें - इससे योजना बनाना आसान हो जाएगा और आपको सामग्रियों के साथ उत्पादन की आपूर्ति की प्रक्रियाओं को स्वचालित करने की अनुमति मिलेगी।
कार्यक्रम में उत्पादन प्रौद्योगिकियों का वर्णन करते समय समझदारी से काम लें। अत्यधिक विवरण हानिप्रद हो सकता है। यहां प्रक्रिया को पुनरावृत्तीय होने दें.
प्रोग्राम ऑब्जेक्ट के अतिरिक्त विवरण के तंत्र का सक्रिय रूप से उपयोग करें: आइटम की विशेषताएं और श्रृंखला। "सार्वभौमिक" संसाधन विनिर्देश प्राप्त करने के लिए उनका उपयोग करें, जो आवश्यक उत्पादों के निर्दिष्ट मापदंडों के अनुसार कार्यक्रम में स्वचालित रूप से पुनर्गणना की जाएगी।
प्रोग्राम में प्रोडक्शन मास्टर डेटा प्रबंधन प्रक्रियाएं बनाएं (1C: दस्तावेज़ प्रवाह के साथ कनेक्शन का उपयोग करें)।
समर्थन तंत्र के माध्यम से अपने तर्कशास्त्रियों और उत्पादन प्रबंधकों को जोड़ें। यदि वे एक टीम के रूप में काम करें तो उत्पादन में बहुत कम समस्याएँ होंगी।
स्टोरकीपरों, लेखाकारों और उत्पादन कर्मचारियों के लिए कार्यशालाओं में स्वचालित कार्यस्थान व्यवस्थित करें - इससे आपको उद्यम को ऑनलाइन प्रबंधित करने की अनुमति मिलेगी।
सीएडी सिस्टम से किसी प्रोजेक्ट के लिए डिज़ाइन और नियामक दस्तावेज़ीकरण की स्वचालित डाउनलोडिंग सेट करें। कार्यक्रम में दस्तावेज़ अनुमोदन प्रक्रियाओं को स्वचालित करें। इससे काम में काफी तेजी आएगी।
रज़्डोलये ईसी कंपनी से संपर्क करें, हम उन विशेषज्ञों को नियुक्त करते हैं जिन्होंने उद्योग में काफी लंबे समय से काम किया है और जटिल उद्योगों की बारीकियों को जानते हैं।
ये सभी साधारण सिफ़ारिशें हैं और इनके किसी प्रकार का "रहस्योद्घाटन" बनने की संभावना नहीं है। लेकिन जहाज निर्माण में मुख्य उत्पादन कार्य अन्य विनिर्माण उद्यमों के कार्यों के साथ मेल खाते हैं, केवल उन्हें संयंत्र के पैमाने से बढ़ाया जा सकता है। इसलिए, यहां किसी भी प्रबंधन गतिविधि के लिए एक महत्वपूर्ण चरण हमेशा योजना और कार्य के आयोजन का चरण होगा, साथ ही योग्य विशेषज्ञों की उपलब्धता भी होगी।
निष्कर्ष
क्या जहाज निर्माण, विमान निर्माण आदि में "1C:ERP" का उपयोग करना संभव है? यह संभव है, और यह "प्रचार" नहीं है, बल्कि राजदोलये प्रदर्शनी केंद्र के कर्मचारियों द्वारा किए गए दीर्घकालिक प्रतिबिंब और मॉडलिंग का परिणाम है। इस दिशा में हमारे विकास के अलावा, पहले से ही काम कर रहे समाधान या स्वचालन परियोजनाओं के उदाहरण हैं जो 1सी कंपनी के अन्य भागीदारों से तैयारी के एक या दूसरे चरण में हैं।
क्या कार्यक्रम में यहां संशोधन की आवश्यकता होगी? संभवतः हाँ, वे मुख्य रूप से परियोजना प्रबंधन प्रक्रिया के संगठन से संबंधित होंगे। हालाँकि आप तैयार टूल का उपयोग करने का प्रयास कर सकते हैं।
क्या इसके लिए कुछ "शानदार" हार्डवेयर संसाधनों (सर्वर, आदि) की आवश्यकता होगी? सबसे अधिक संभावना है, उपकरण बेड़े के हिस्से को अद्यतन करने की आवश्यकता होगी। लेकिन ये निवेश आवश्यक होंगे चाहे आप 1सी:ईआरपी चुनें या किसी प्रसिद्ध विदेशी कंपनी द्वारा निर्मित उद्यम प्रबंधन कार्यक्रम।
दूसरी बात यह है कि इन सॉफ्टवेयर उत्पादों को लागू करने के लिए परियोजनाओं की कीमत में अंतर ऐसा होगा कि यदि आप "1C:ERP" चुनते हैं, तो आप न केवल संपूर्ण स्वचालन परियोजना के लिए एक छोटी राशि का भुगतान करेंगे, बल्कि सभी आवश्यक सामान भी खरीदेंगे। शेष धनराशि वाले सर्वर। और परियोजना प्रतिभागियों के लिए प्रेरणा कोष के लिए अभी भी पैसा बचा रहेगा।
निष्कर्ष
दुर्भाग्य से, उत्पादन में 1C:ERP के उपयोग से संबंधित सभी मुद्दों को एक पाठ्यक्रम में शामिल करना असंभव है।
हमने यहां आपको आपके काम में कार्यक्रम के व्यावहारिक उपयोग के सबसे बड़ी संख्या में जीवंत उदाहरण देने का प्रयास किया है। हमें आशा है कि वे आपके लिए उपयोगी थे और रहेंगे। पाठ्यक्रम सामग्री पूरक होगी, हम उन सभी को पाठ्यक्रम अपडेट भेजेंगे जिन्होंने हमारी वेबसाइट पर पंजीकरण किया है (लिंक के माध्यम से पंजीकरण)।
हम 1सी:ईआरपी कार्यक्रम के उपयोग के उदाहरणों के बारे में बात करना जारी रखने की योजना बना रहे हैं। ये कार्यक्रम की कार्यक्षमता (बजट और योजना, बिक्री, क्रय, रसद) पर समान पाठ्यक्रम होंगे - रजिस्टर करें और हम तुरंत पाठ्यक्रम अपडेट और नई सामग्री भेजेंगे।
बाद में, प्रशिक्षण सामग्री जारी की जाएगी जो कुछ उद्योगों - रसायन विज्ञान, खाद्य उद्योग, मैकेनिकल इंजीनियरिंग, आदि में कार्यक्रम की स्थापना और उपयोग के उदाहरण देगी। हमें आपसे यह जानकर ख़ुशी होगी कि आप कार्यक्रम के बारे में क्या जानना चाहते हैं।
रज़डोली-कंसल्ट कंपनी के विशेषज्ञ निःशुल्क ऑन-साइट एक्सप्रेस परीक्षाएँ आयोजित करते हैं; हम आपके पास आने और आपके उद्यम को स्वचालित करने के लिए काम की लागत और कार्यक्रम को लागू करने के बाद प्राप्त होने वाले व्यावसायिक परिणाम का अनुमान लगाने के लिए तैयार हैं। मॉस्को और मॉस्को क्षेत्र की यात्रा निःशुल्क है; क्षेत्रों की यात्रा के मामले में, आपको कंपनी के विशेषज्ञों (1-2 लोगों का एक्सप्रेस परीक्षा कार्य समूह) के लिए यात्रा और आवास के लिए भुगतान करना होगा।
यदि आप स्वयं 1सी उत्पादों को लागू करने वाली कंपनी हैं और आपको किसी परियोजना पर सहायता की आवश्यकता है, तो हम पद्धतिगत और स्थापना पर्यवेक्षण सेवाएं प्रदान करने के लिए तैयार हैं। हम आपके संभावित ग्राहकों के लिए संयुक्त सेमिनार आयोजित करने के लिए भी तैयार हैं।
लेखक के बारे में
मिरोनेंको एंड्री अलेक्जेंड्रोविच
1997 में उन्होंने वोल्गोग्राड स्टेट यूनिवर्सिटी से "एप्लाइड गणित और गणित" में विशेषज्ञता के साथ स्नातक की उपाधि प्राप्त की। अर्थशास्त्र में तरीके"।
10 से अधिक वर्षों तक उन्होंने बड़े औद्योगिक उद्यमों के आईटी विभागों के प्रमुख के रूप में काम किया।
शामिल:
पायटेरोचका खुदरा श्रृंखला की वोल्गोग्राड क्षेत्रीय शाखा, आईटी विभाग के प्रमुख।
वोल्गोग्राड मांस प्रसंस्करण संयंत्र, आईटी के उप महा निदेशक।
वोल्गोग्राड शिपयार्ड, आईटी के उप महा निदेशक।
कंपनियों का नोवोकोर समूह (प्लंबिंग फिक्स्चर और वॉलपेपर का उत्पादन और थोक), आईटी निदेशक।
एक्सेंट ग्रुप ऑफ़ कंपनीज़ (मल्टी-प्रोफ़ाइल औद्योगिक होल्डिंग), आईटी निदेशक।
2014 से, वह रज़डोली कार्यान्वयन केंद्र में कॉर्पोरेट परियोजनाओं के प्रबंधक के रूप में काम कर रहे हैं, परियोजनाओं के ग्राहक रुस्नानो, रोस्टेक, टेकमैश की सहायक कंपनियां हैं।
विशेषज्ञता: प्रबंधन लेखांकन (उत्पादन, बिक्री, रसद, बजट) का स्वचालन।
ग्रिबकोव एवगेनी अलेक्जेंड्रोविच
2001 में उन्होंने "सैद्धांतिक भौतिकी" में विशेषज्ञता के साथ उल्यानोवस्क स्टेट यूनिवर्सिटी से स्नातक की उपाधि प्राप्त की।
2000 से, एवगेनी अलेक्जेंड्रोविच रज़डोली इनोवेशन सेंटर में काम कर रहे हैं। वर्तमान में, वह कार्यान्वयन केंद्र के प्रमुख हैं।
फिलहाल, वीसी "रज़डोली" "1सी:ईआरपी एंटरप्राइज मैनेजमेंट 2" के कार्यान्वयन के लिए पूर्ण और चल रही परियोजनाओं की संख्या के मामले में रूस में नेताओं में से एक है।
ग्रिबकोव एवगेनी अलेक्जेंड्रोविच के पास उद्योग मीडिया में कई प्रकाशन और प्रदर्शनियों और सम्मेलनों में भाषण हैं।
कंपनी वीसी "रज़्डोलये" के बारे में
रज़डोली कार्यान्वयन केंद्र 1सी कंपनी के अग्रणी भागीदारों में से एक है, जिसे ईआरपी समाधान के लिए 1सी: सक्षमता केंद्र का दर्जा प्राप्त है। रज़डोली प्रदर्शनी केंद्र में परियोजनाओं को लागू करने की तकनीक अंतरराष्ट्रीय गुणवत्ता मानक आईएसओ 9000 के अनुपालन के लिए प्रमाणित है।
रज़्डोलये कार्यान्वयन केंद्र की स्थापना 2000 में हुई थी और अपनी स्थापना के बाद से यह सॉफ्टवेयर उत्पादों 1सी: मैन्युफैक्चरिंग एंटरप्राइज मैनेजमेंट 8 और 1सी: ईआरपी एंटरप्राइज मैनेजमेंट 2 के आधार पर औद्योगिक उद्यमों के लिए स्वचालन परियोजनाओं को लागू करने में विशेषज्ञता रखता है। वर्तमान में, VC "Razdolye" "1C:ERP एंटरप्राइज मैनेजमेंट 2" पर पूर्ण स्वचालन परियोजनाओं की संख्या में अग्रणी स्थान पर है।
रज़डोलिये ईसी के पास मैकेनिकल इंजीनियरिंग, रसायन और खाद्य उद्योग उद्यमों के स्वचालन में सबसे बड़ी क्षमता है। परंपरागत रूप से, रज़डोली ईसी के विशेषज्ञ उद्यमों में न केवल वित्तीय कार्यों को स्वचालित करने में लगे हुए हैं, बल्कि परिचालन प्रबंधन और योजना (उत्पादन योजना सहित) भी करते हैं।
1C कंपनी ने एक शक्तिशाली और प्रभावी व्यवसाय प्रबंधन उपकरण - प्रोग्राम जारी किया है , जो विदेशी सॉफ्टवेयर उत्पादों के लिए योग्य प्रतिस्पर्धा होगी। और यह देखते हुए कि यह समाधान रूसी कानून के अनुरूप है और बहुत किफायती है, 1C:ERP एंटरप्राइज मैनेजमेंट 2 का कोई एनालॉग नहीं है।
1सी:ईआरपी एंटरप्राइज मैनेजमेंट 2, 1सी:एंटरप्राइज 8.3 प्लेटफॉर्म पर आधारित है और वास्तव में यह एक मौलिक रूप से बेहतर 1सी:मैन्युफैक्चरिंग एंटरप्राइज मैनेजमेंट संस्करण 1.3 है।
सवाल तुरंत उठता है: कार्यक्रम को ईआरपी (एंटरप्राइज़ रिसोर्स प्लानिंग) का संक्षिप्त नाम क्यों मिला? ईआरपी प्रणाली का उद्देश्य किसी उद्यम की गतिविधियों के सभी क्षेत्रों को डेटा और प्रक्रियाओं के एकल सूचना मॉडल में जोड़ना है, जिससे विभागों और संपूर्ण उद्यम के संसाधनों का निरंतर अनुकूलन सुनिश्चित होता है। 1सी:ईआरपी एंटरप्राइज मैनेजमेंट 2 प्रोग्राम की क्षमताएं हमें इसे पूर्ण विकसित ईआरपी सिस्टम कहने की अनुमति देती हैं।
सॉफ्टवेयर उत्पाद 1सी:ईआरपी एंटरप्राइज मैनेजमेंट 2 का उद्देश्य विनिर्माण और किसी अन्य बड़े उद्यम दोनों पर है।
1सी:ईआरपी एंटरप्राइज मैनेजमेंट 2 कार्यक्रम में एक अभिनव समाधान तत्वों को चालू और बंद करने का तंत्र था, जो आपको प्रोग्रामिंग (कॉन्फ़िगरेशन को बदलने) के बिना एप्लिकेशन समाधान के विभिन्न कार्यात्मक भागों को "चालू" या "बंद" करने की अनुमति देता है। वे "1सी" में कहते हैं। यह समाधान आपको 1C:ERP एंटरप्राइज मैनेजमेंट 2 प्रोग्राम को बहुत लचीले ढंग से अनुकूलित करने और "भारी", भ्रमित करने वाली, समझ से बाहर होने वाली "उपस्थिति" से छुटकारा पाने की अनुमति देता है।
चालू/बंद तंत्र के उदाहरण के रूप में:
कई संगठनों का प्रबंधन;
विभाग द्वारा रिकॉर्ड बनाए रखना;
एक अलग बैलेंस शीट पर अलग-अलग डिवीजन बनाए रखना;
एकाधिक मुद्राएँ;
ग्राहक द्वारा प्रदत्त कच्चे माल के प्रसंस्करण के लिए सेवाओं का पंजीकरण
कार्यक्रम के कार्यान्वयन के परिणामस्वरूप 1सी:ईआरपी एंटरप्राइज मैनेजमेंट 2 वास्तव में महत्वपूर्ण उपलब्धि हासिल करें आर्थिक प्रभाव :
इन्वेंटरी और उत्पादन
इन्वेंटरी वॉल्यूम में 21% की कमी
भौतिक संसाधनों के लिए कम लागत 9%
उत्पादन लागत में 7% की कमी
परिचालन और प्रशासनिक लागत में 15% की कमी
उत्पादन लागत में 8% की कमी
उत्पादन मात्रा में 28% की वृद्धि
कार्यशील पूंजी
इन्वेंट्री टर्नओवर में 18% की बढ़ोतरी
दक्षता और दक्षता
ऑर्डर पूर्ति समय में 33% की कमी
लाभ वृद्धि 11%
श्रम लागत और रिपोर्टिंग
विभिन्न विभागों में श्रम लागत में 30% की कमी
प्रबंधन रिपोर्टिंग प्राप्त करने में 3.8 गुना की तेजी
विनियमित रिपोर्टिंग की तैयारी में 2.8 गुना की तेजी
1सी की कार्यक्षमता:ईआरपी एंटरप्राइज मैनेजमेंट 2
उत्पादन प्रबंधन उपप्रणाली 1सी:ईआरपी उत्पादन प्रबंधन 2:
· इंटर-शॉप ट्रांज़िशन का प्रबंधन और परिचालन स्तर पर
इंटर-शॉप और इंट्रा-शॉप स्तरों पर दो-स्तरीय उत्पादन प्रबंधन प्रणाली समर्थित है। इंटरशॉप स्तर ("मुख्य डिस्पैचर") पर, उत्पादन शेड्यूल को उत्पादन प्रभागों के स्तर पर प्रबंधित किया जाता है। प्रबंधन समय और संसाधनों के संदर्भ में समेकित तरीके से किया जाता है। इंट्रा-शॉप स्तर ("स्थानीय डिस्पैचर") पर, एक अलग विभाग में उत्पादन कार्यक्रम को निष्पादित करने की प्रक्रियाओं को "बीबीवी", "यूबीबीवी" मॉडल का उपयोग करके या परिचालन रूप से प्रबंधित किया जाता है।
· रूट शीट
· बैच प्रबंधन लॉन्च करें
· समूह और व्यक्तिगत कार्य असाइनमेंट
· परिचालन प्रेषण
अड़चन प्रबंधन
· डाउनलोड प्रबंधन
· समय की मात्रा तक योजना बनाना, निदान करना और उत्पादन कार्यक्रम का लचीला पुनर्निर्धारण करना
· ग़लत मानकों के साथ काम करने की इच्छा
उत्पाद संरचना का दृश्य
· उत्पादन संसाधनों के प्रावधान पर नियंत्रण का विस्तार,
यानी न केवल प्रशिक्षण केंद्रों की पहुंच के स्तर पर, बल्कि भौतिक संसाधन उपलब्ध कराने के ढांचे के भीतर भी
1सी ईआरपी उत्पादन प्रबंधन 2 कार्यक्रम में अचल संपत्तियों की मरम्मत और लेखांकन के आयोजन के लिए सबसिस्टम:
विकास को पंजीकृत करने के लिए एक एकीकृत विनियामक और संदर्भ जानकारी और एक तंत्र का उपयोग किया जाता है। परिवारों का पंजीकरण करना। अचल संपत्तियों में प्रारंभिक निवेश से संबंधित संचालन के लिए, दो तरीकों का उपयोग किया जा सकता है: उद्यम आइटम के रूप में अचल संपत्तियों के मध्यवर्ती पंजीकरण के उपयोग के साथ और बिना।
· संचालन में वस्तुओं का लेखांकन और श्रेणीबद्ध वर्गीकरण
· परिचालन सुविधाओं की स्थिति की निगरानी करना
· अनुसूचित और अनिर्धारित मरम्मत का संगठन और कार्यान्वयन
· परिचालन वस्तुओं के स्वामित्व की पूरी लागत का गठन
· संचालन समय का पंजीकरण
· उत्पादन उपप्रणाली के साथ एकीकरण
उपकरण उपलब्धता कार्यक्रम
1सी:ईआरपी उत्पादन प्रबंधन 2 में लागत लेखांकन और लागत गणना के लिए तंत्र:
· प्रारंभिक लागतों की मात्रा का विवरण
· गणना की वैधता की दृश्यता और नियंत्रण
1सी:ईआरपी उत्पादन प्रबंधन 2 कार्यक्रम में वित्तीय प्रबंधन उपप्रणाली:
परिचालन लेखांकन डेटा का उपयोग रिपोर्टिंग संकेतक उत्पन्न करने के लिए किया जाता है। 1सी: ईआरपी एंटरप्राइज मैनेजमेंट 2.0 आईएफआरएस के अनुसार रिपोर्टिंग संकेतक उत्पन्न करने के लिए एक संयुक्त विधि का उपयोग करता है, जिसमें समानांतर लेखांकन और परिवर्तन के तत्व शामिल हैं। परिचालन डेटा को प्रतिबिंबित करने के लिए. सबसिस्टम के हिस्से के रूप में पोस्टिंग के रूप में लेखांकन विकसित किया गया है: अंतरराष्ट्रीय लेखांकन के लिए खातों का एक चार्ट, परिचालन लेखांकन डेटा के आधार पर अंतरराष्ट्रीय लेखांकन में प्रविष्टियां उत्पन्न करने की प्रक्रिया, रिपोर्टिंग की संरचना और रिपोर्टिंग संकेतक उत्पन्न करने के नियम।
· गतिविधि के क्षेत्रों द्वारा लेखांकन
· आवेदनों के अनुमोदन के चरण
· लचीले वितरण नियम
· अधिग्रहण संचालन
· धन नियोजन के लिए अनेक विकल्प. फंड और वित्तीय संकेतक
· कई मुद्राओं में समानांतर योजना
· विभिन्न अवधियों के लिए वास्तविक और नियोजित डेटा की तुलना और विश्लेषण, विचलन की गणना
1सी:ईआरपी एंटरप्राइज प्रबंधन 2 में बजट तंत्र और उपकरण:
उपयोगकर्ता मोड में बजट मॉडल बनाने की क्षमता (विकसित: संकेतक और बजट आइटम, बजट के प्रकार और रूप, बजट प्रक्रियाएं)। वास्तविक डेटा उत्पन्न करते समय, परिचालन लेखांकन डेटा का उपयोग किया जाता है। साथ ही इनके आधार पर बजट मदों का नियोजित मूल्य भी प्राप्त किया जा सकता है।
नियोजित बजट डेटा के सारणीबद्ध इनपुट का उपयोग किया जाता है, जिससे उन उपयोगकर्ताओं की वफादारी बढ़ जाती है जिन्होंने पहले एक्सेल का उपयोग किया है।
· सारणीबद्ध बजट मॉडल
· संस्करणीकरण
· नियोजित संकेतकों की गणना
· डेटा डिक्रिप्शन
1सी:ईआरपी एंटरप्राइज मैनेजमेंट 2 कार्यक्रम में किसी उद्यम की व्यापार और गोदाम गतिविधियों को स्वचालित करने के लिए उपप्रणाली:
· ग्राहकों के साथ बिक्री प्रक्रियाओं और लेनदेन की प्रभावशीलता का प्रबंधन
· अनुकूलन योग्य स्वचालित मूल्य निर्धारण क्षमताएं
· विनियमित बिक्री प्रक्रियाओं का उपयोग
· उन्नत ग्राहक आदेश प्रबंधन
· बिक्री प्रतिनिधियों का प्रबंधन
· बिक्री प्रक्रियाओं की स्थिति की निगरानी करना
· आदेशों के लिए अलग लेखांकन - जरूरतों का आरक्षण
· गोदाम श्रमिकों के लिए मोबाइल कार्यस्थल
· पुन: प्रयोज्य कंटेनरों का लेखा-जोखा
· भंडार का सांख्यिकीय विश्लेषण
· वितरण प्रबंधन और उत्पाद कैलेंडर
1सी:ईआरपी प्रोग्राम एंटरप्राइज मैनेजमेंट 2 में विनियमित लेखांकन की उपप्रणालियाँ
· वित्तीय लेखांकन समूहों के लिए व्यावसायिक लेनदेन को प्रतिबिंबित करने के लिए नियम स्थापित करना, प्रतिबिंब की प्रासंगिकता की निगरानी के साथ आर्थिक गतिविधि के तथ्यों को आस्थगित तरीके से लेखांकन करना
· किसी दस्तावेज़ के लिए पोस्टिंग के गठन का परिचालन नियंत्रण, संगठन के अलग-अलग प्रभागों के साथ निपटान (खाता 79)
· अतिरिक्त सेटिंग्स के बिना "जटिल" वैट के लेखांकन के लिए स्वचालित समर्थन
· आयकर रिटर्न और विनियमित रिपोर्टिंग की व्याख्या।
कार्मिक प्रबंधन और पेरोल
· स्टाफिंग शेड्यूल बनाए रखना
· कर्मचारी आउटपुट डेटा के आधार पर पेरोल गणना
वित्तीय और विनियामक लेखांकन में वेतन प्रतिबिंबित करने के लिए लचीले विकल्प
· गणना के लिए असीमित संख्या में संकेतक दर्ज करने की क्षमता
"1सी:ईआरपी एंटरप्राइज मैनेजमेंट 2" में एक पूरी तरह से नया उत्पादन प्रबंधन उपप्रणाली विकसित की गई है. उद्यम में उत्पादन प्रबंधन के लिए एक नया दृष्टिकोण लागू किया गया है: प्रक्रिया प्रबंधन, जो नियामक डेटा की सटीकता पर योजना की गुणवत्ता की निर्भरता को कम करने की अनुमति देता है। इसका मतलब यह है कि, सभी उत्पादन कार्यों के लिए सटीक समय मानकों के बिना भी, निष्पादन योग्य उत्पादन योजनाएं तैयार करना संभव है।
उद्यम में उत्पादन प्रबंधन के दो स्तर लागू किए गए हैं: डिस्पैचर का स्तर - उद्यम का लॉजिस्टिक और प्रबंधन का स्थानीय (दुकान) स्तर। इंटरशॉप प्रोसेसिंग की योजना चरणों के आधार पर बनाई जाती है संसाधन विशिष्टता, कार्यों को योजना के लिए उत्पादन विभागों को भेजा जाता है परिचालन कार्यसंगत चरण.
उपकरणों के टुकड़ों के लिए परिचालन योजना और अनुकूलित ऑपरेटिंग शेड्यूल की गणना लागू की जाती है, लेकिन यह अनिवार्य नहीं है।
उत्पादन प्रबंधन फ़्लोचार्ट:
चरण के लिए कार्य की कुल मात्रा को लॉन्च बैचों में विभाजित किया गया है - मार्ग पत्रक, जो आधार पर बनते हैं मार्ग मानचित्रमंच के लिए. प्रत्येक रूट शीट में रूट मैप डेटा की प्रतिकृति होती है; भविष्य में, यदि आवश्यक हो, तो किसी विशिष्ट लॉन्च बैच के लिए रूट शीट में समायोजन किया जा सकता है। रूट शीट का उपयोग करके, आप कार्य की परिचालन संरचना और प्रत्येक लॉन्च बैच के लिए सामग्री की खपत को स्पष्ट कर सकते हैं। 
चरणों की योजना बनाते समय, उत्पादन अनुप्रयोग के तत्वों का उपयोग किया जाता है बाधाओं के सिद्धांत (बफ़र-ड्रम-रस्सी विधि). इस दृष्टिकोण का लक्ष्य उत्पादन प्रणाली में बाधाओं (उत्पादन क्षमताओं) के संचालन को अनुकूलित करना है और तदनुसार, संपूर्ण सिस्टम के संचालन को अनुकूलित करना है।
उत्पादन अनुसूची (कार्यशालाओं, अनुभागों द्वारा उत्पादन चरणों के कार्यान्वयन के लिए अनुसूची) की गणना करते समय, ऑर्डर प्राथमिकताओं के अनुसार, उत्पादन क्षमता को जब्त करने के लिए उत्पादन आदेशों को पंक्तिबद्ध किया जाता है। किसी ऑर्डर को शेड्यूल में सम्मिलित करते समय, सिस्टम उत्पादन क्षमता की उपलब्धता के अनुसार, ऑर्डर के लिए उत्पादन की नियोजित शुरुआत और समाप्ति तिथि निर्धारित करता है। इस प्रकार, किसी ऑर्डर को शेड्यूल में सम्मिलित करते समय, आप उत्पादन क्षमता की उपलब्धता और अन्य ऑर्डर के साथ उसके लोड के आधार पर, ऑर्डर के लिए उत्पाद की तैयारी की तारीख जल्दी से प्राप्त कर सकते हैं।
आप हमारे प्रकाशन>>> में उत्पादन शेड्यूल बनाने की पद्धति के बारे में अधिक पढ़ सकते हैं
आईटीआरपी कंपनी ने 1सी:ईआरपी उत्पादन उपप्रणाली के कार्यान्वयन के परिणामों के आधार पर एक ऐड-ऑन विकसित किया है वीआईपी:1सी:ईआरपी, एक मानक समाधान में उत्पादन प्रबंधन की क्षमताओं का महत्वपूर्ण रूप से विस्तार करना।
इसके अलावा, किसी ऑर्डर के लिए उत्पादन की शुरुआत (और इसलिए समाप्ति) तिथि की गणना करते समय, सामग्रियों की उपलब्धता को ध्यान में रखा जाता है, और जिन सामग्रियों को खरीदने की आवश्यकता होती है, उनके लिए डिलीवरी के समय को ध्यान में रखा जाता है।
उत्पादन प्रक्रिया की प्रगति को चरणों (इंटर-शॉप चरणों) द्वारा नियंत्रित करने के लिए इसे लागू किया जाता है प्रेषण तंत्र, विकसित "सेमाफोर सिस्टम"अलर्ट, जो आपको डिस्पैचर की श्रम लागत को कम करने की अनुमति देता है - संभावित समस्याग्रस्त उत्पादन आदेशों और बैचों पर नियंत्रण क्षेत्र का फोकस। इस उपकरण का उपयोग किसी उद्यम में उत्पादन प्रबंधन विशेषज्ञ कर सकता है पहले से भविष्यवाणी करेंनियोजित तिथियों के सापेक्ष उत्पादन प्रक्रिया के दौरान स्थिति का नकारात्मक विकास, जो उत्पादन में व्यवधानों को रोकने में मदद करता है।
उत्पाद संरचना का विज़ुअलाइज़ेशन प्रदान किया गया है - अर्ध-तैयार उत्पादों के लिए संसाधन विशिष्टताओं की श्रृंखला के साथ संरचना वृक्ष का प्रकटीकरण:
परिचालन योजना पद्धति (एमईएस/एपीएस) का उपयोग करके विभागों में उत्पादन प्रक्रियाओं का प्रबंधन आपको निम्नलिखित कार्यों को हल करने की अनुमति देता है:
- दुकान स्तर पर योजना के लिए परिदृश्य मॉडलिंग
- उत्पादन अनुसूची का बहु-मापदंड अनुकूलन
- उत्पादन प्रौद्योगिकी की विशेषताओं और सीमाओं को ध्यान में रखते हुए
- उत्पादन प्रक्रिया की प्रगति के बारे में परिचालन संबंधी जानकारी प्राप्त करना
उत्पादन प्रबंधकों और प्रक्रिया प्रबंधन विशेषज्ञों के लिए अवसर:
- आपको नियामक डेटा की सटीकता पर योजना गुणवत्ता की निर्भरता को कम करने की अनुमति देता है
- जिम्मेदारी का विभाजन, उत्पादन प्रबंधन के दो स्तर: उद्यम रसद प्रबंधक का स्तर और स्थानीय (दुकान) प्रबंधन स्तर
- लेखांकन में सटीकता: कार्य की परिचालन संरचना और प्रत्येक लॉन्च बैच के लिए सामग्री की खपत का स्पष्टीकरण
- आपको पुनर्विकास की आवश्यकता को कम करने की अनुमति देता है
- उत्पादन प्रक्रिया की प्रगति को चरणों (इंटर-शॉप चरणों) द्वारा नियंत्रित करने के लिए, एक प्रेषण तंत्र लागू किया गया था, और अधिसूचना की एक "सेमाफोर प्रणाली" विकसित की गई थी।
- उत्पादन प्रबंधक नियोजित समय सीमा के सापेक्ष उत्पादन प्रक्रिया के दौरान स्थिति के नकारात्मक विकास की पहले से भविष्यवाणी कर सकता है
1सी:ईआरपी एंटरप्राइज मैनेजमेंट 2.0
लेख संख्या: 4601546109118
« 1सी: ईआरपी एंटरप्राइज मैनेजमेंट"अभिनव मंच पर बनाया गया था" संस्करण 8.3 1सी कंपनी के विशेषज्ञों की एक परियोजना टीम द्वारा एक विशेष रूप से बनाई गई विशेषज्ञ परिषद की भागीदारी के साथ, जिसमें अग्रणी 1सी भागीदारों (ईआरपी केंद्र, 1सी विकास केंद्र) के विशेषज्ञ और विशिष्ट प्रमुख शामिल थे। बड़े औद्योगिक उद्यमों के विभाग।
इस सॉफ़्टवेयर उत्पाद के जारी होने से पहले, विशेषज्ञों की एक टीम और उद्यमों में व्यावहारिक कार्यान्वयन दोनों द्वारा गहन परीक्षण किया गया था।
बदले में, अनुमान उत्पन्न करने के लिए एक सारणीबद्ध तंत्र, आवश्यक प्रदर्शन संकेतकों की एक स्पष्ट गणना, परिचालन परिवर्तनों के लचीले कार्यान्वयन और गोपनीयता बनाए रखने के लिए एक विश्वसनीय व्यवस्था के कारण बजट अधिक पारदर्शी हो गया है। लॉजिस्टिक्स और गोदाम व्यवसाय प्रक्रियाओं को स्वचालित करने में महत्वपूर्ण प्रगति हुई है और सुधारों ने निम्नलिखित क्षेत्रों को प्रभावित किया है:
- ग्राहकों के साथ सहयोग का प्रभावी समन्वय
- स्वचालित बिक्री प्रक्रियाओं का अनुप्रयोग
- इष्टतम इन्वेंट्री टर्नओवर के अनुसार स्वचालित मूल्य निर्धारण
- व्यावसायिक संपर्क का पैकेज संगठन
- वास्तविक समय में बिक्री प्रक्रिया की निगरानी करना
उधार लेने की "" कार्यक्षमता: गोदाम अधिभोग का विश्लेषण और प्राथमिकता वितरण के लिए स्थान आरक्षित करना, पुन: प्रयोज्य कंटेनरों का नियंत्रण, माल परिवहन का प्रबंधन।
इस ईआरपी प्रणाली में लेखांकन के संगठन के संबंध में, अब लेनदेन के दस्तावेजीकरण के लिए व्यक्तिगत सिद्धांतों को तुरंत विनियमित करना संभव है तारों को नियंत्रित करेंप्राथमिक दस्तावेज़ीकरण के संदर्भ में, किए गए लेनदेन को सही करना, विशेष वैट खातों के प्रशासन को स्वचालित करना और विस्तार से अनिवार्य वित्तीय रिपोर्टिंग फॉर्म बनाना महत्वपूर्ण है।
कार्यबल प्रबंधन और वेतन और बोनस की गणना की उपप्रणाली में भी विकास हुआ। अब स्टाफिंग टेबल बनाए रखना, वास्तविक श्रम उत्पादकता के अनुसार वेतन की उचित गणना करना और प्रबंधन और लेखांकन में श्रम लागत को सही ढंग से प्रदर्शित करना सुविधाजनक है।
सिस्टम तक आवश्यक प्रकार की पहुंच के आधार पर, उपयुक्त ऑपरेटिंग मोड लागू किया जाता है: पूर्ण विकसित, पतला और क्लाउड क्लाइंट।
कार्यात्मक मॉडल "1सी:ईआरपी एंटरप्राइज मैनेजमेंट 2.0" की बारीकियां
इस प्रणाली का संचालन एक व्यवसाय मॉडल के अनुसार उद्यमशीलता गतिविधियों को करने के आम तौर पर स्वीकृत सिद्धांतों पर आधारित है।
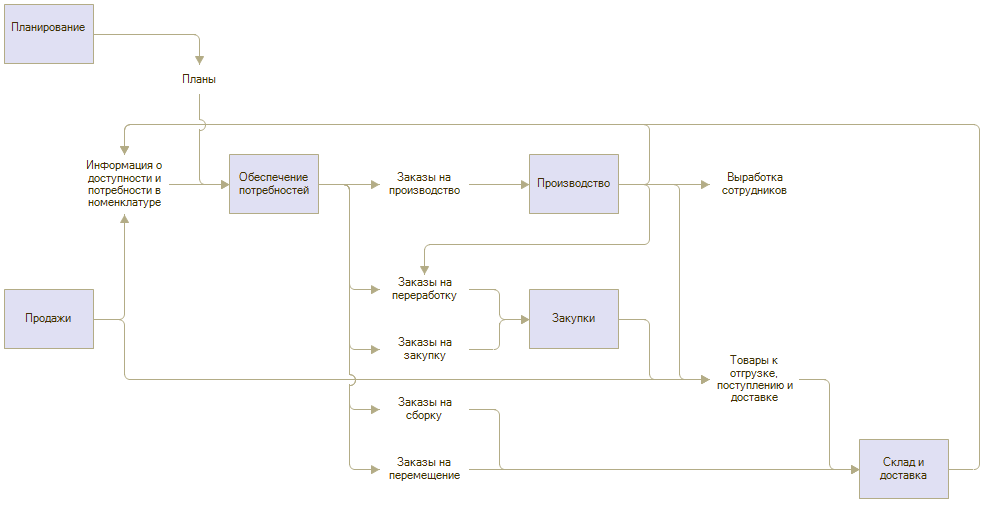
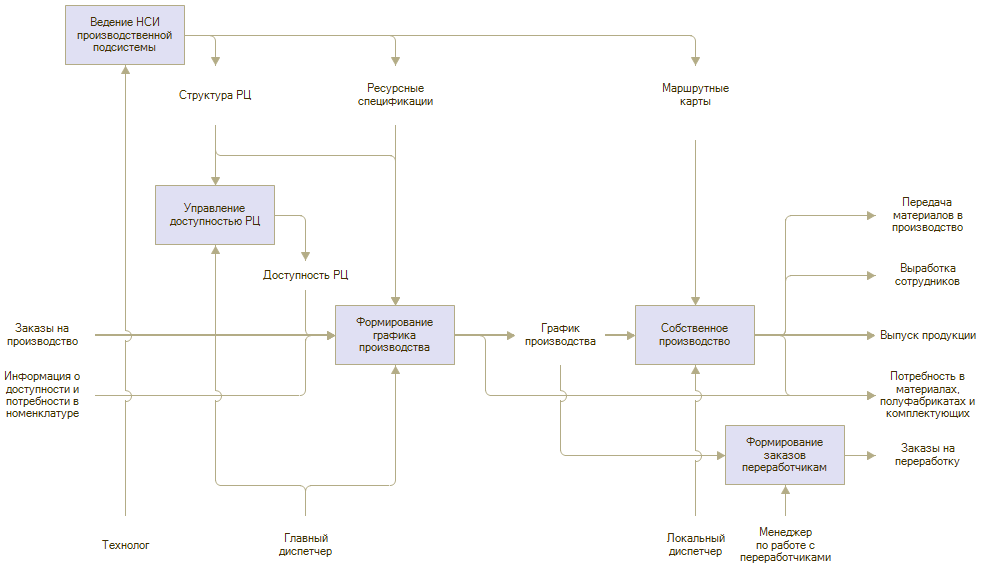

इस प्रकार, संपूर्ण सिस्टम आसानी से अनुकूलन योग्य है; यदि आवश्यक हो, तो अनावश्यक मॉड्यूल तैनात नहीं किए जाते हैं। जो कंपनी "1सी:ईआरपी एंटरप्राइज मैनेजमेंट 2.0" लागू करेगी उसे आवश्यकता का अनुपालन करना होगा आईडीईएफ0 मानक, जिसका तात्पर्य प्रत्येक विशिष्ट परियोजना के लिए व्यक्तिगत उपप्रणालियों की परस्पर क्रिया का विस्तृत विश्लेषण है। परिणामस्वरूप, उद्यम की आवश्यकताओं के महत्वपूर्ण अनुपालन के साथ पूरे सिस्टम का स्थिर कामकाज हासिल किया जाता है।
1सी कंपनी इंटरनेट सेवा के माध्यम से 1सी:एंटरप्राइज 8 में एप्लिकेशन के प्रकाशन के बारे में उपयोगकर्ताओं और भागीदारों को सूचित करती है () 1सी:ईआरपी एंटरप्राइज मैनेजमेंट 2"(1सी:ईआरपी)।
1सी से सूचना पत्र क्रमांक 23247 पढ़ा जा सकता है जोड़ना.
1सी:ईआरपी एप्लिकेशन की विशेषताएं
"1सी:ईआरपी एंटरप्राइज मैनेजमेंट 2" (1सी:ईआरपी) सर्वोत्तम वैश्विक और घरेलू को ध्यान में रखते हुए तकनीकी रूप से जटिल बहु-प्रक्रिया उत्पादन सहित बहु-उद्योग उद्यमों की गतिविधियों के प्रबंधन के लिए जटिल सूचना प्रणाली के निर्माण के लिए एक अभिनव समाधान है। बड़े और मध्यम आकार के व्यवसायों के स्वचालन में अभ्यास।
"1C:ERP" में अंतर्राष्ट्रीय स्तर के ERP सिस्टम के स्तर पर सबसे व्यापक कार्यक्षमता है और यह प्रदान करता है:
- वित्त, खरीद, बिक्री, उत्पादन, गोदामों, सूची, कार्मिक, ग्राहक संबंध, मरम्मत का संगठन आदि का प्रबंधन।
- विनियमित लेखांकन, नियामक अधिकारियों को इलेक्ट्रॉनिक रिपोर्टिंग, बजट बनाना, आदि।
- पेरोल गणना, लागत गणना, आदि।
1सी:ईआरपी एप्लिकेशन का विस्तृत विवरण पृष्ठ पर दिया गया है।
1सी:ईआरपी एप्लिकेशन तक पहुंच का पायलट चरण
सेवा के उपयोगकर्ता मुफ्त में पायलट चरण में भाग ले सकते हैं - 1 अप्रैल, 2018 तक उपयोग की परीक्षण अवधि के दौरान सेवा में आवेदन के लिए भुगतान किए बिना 1C:ERP एप्लिकेशन में वास्तविक रिकॉर्ड रखें।
पायलट चरण में, उपयोगकर्ता (क्लाइंट) को यह प्रदान किया जाता है:
- 1 अप्रैल, 2018 तक 1C:ERP एप्लिकेशन तक पहुंच;
- वास्तविक लेखांकन के लिए एक सूचना आधार और परीक्षण के लिए एक सूचना आधार;
- 5 उपयोगकर्ताओं के लिए एप्लिकेशन के साथ काम करने की क्षमता (सत्र, यानी एक साथ ब्राउज़र विंडो या थिन क्लाइंट खोलना)। यदि ग्राहक को अधिक सत्रों की आवश्यकता है, तो कृपया संपर्क करें।
सेवा के उपयोगकर्ताओं के पास इलेक्ट्रॉनिक रूप में 1सी:ईआरपी के लिए दस्तावेज़ीकरण तक पहुंच है।
पायलट चरण के पूरा होने पर, ग्राहक और उससे जुड़े भागीदार को, 1C कर्मचारी के अनुरोध पर, सेवा में एप्लिकेशन का उपयोग करने के अनुभव के बारे में जानकारी प्रदान करनी होगी। साथ ही, उपयोगकर्ता या भागीदार एप्लिकेशन में दिए गए पते पर काम पर अपना फीडबैक भेज सकते हैं।
1सी:ईआरपी एप्लिकेशन तक पहुंच प्रदान करने की प्रक्रिया
1सी:ईआरपी एप्लिकेशन का उपयोग करने के इच्छुक उपयोगकर्ताओं तक पहुंच 1सी भागीदारों द्वारा प्रदान की जाती है, जो एक साथ:
- परियोजना "1सी: ईआरपी समाधान के लिए सक्षमता केंद्र" में भाग लें (भागीदारों की सूची के लिए, http://www.1c.ru/rus/partners/ckerp.jsp देखें);
- उपयोगकर्ताओं को वेबसाइट सेवा से कनेक्ट करें ("1सी: नेटवर्क सक्षमता केंद्र" स्थिति के साथ, सूचना पत्र संख्या 15146 देखें या इस स्थिति के बिना, सूचना पत्र संख्या 22239 देखें);
- हम उपयोगकर्ताओं को एप्लिकेशन में काम करने के पद्धतिगत मुद्दों, सेवा मोड में काम करने के मुद्दों पर योग्य समर्थन प्रदान करने और कॉन्फ़िगरेशन एक्सटेंशन का उपयोग करने वाले उपयोगकर्ताओं की जरूरतों को पूरा करने के लिए एप्लिकेशन की मानक कार्यक्षमता को संशोधित करने के लिए तैयार हैं।
भागीदार - परियोजना भागीदार स्वतंत्र रूप से ग्राहक को सेवा से जोड़ता है 1сfresh.comसेवा में आपके भागीदार के व्यक्तिगत खाते में - 1C:ERP एप्लिकेशन का उपयोग करने के लिए ग्राहक के लिए एक टैरिफ जोड़ता है। यदि किसी भागीदार के पास सेवा तक पहुंच नहीं है, तो उसे पते पर संपर्क करना होगा।
पायलट चरण के दौरान 1सी:ईआरपी एप्लिकेशन तक पहुंच प्रदान करने वाले ग्राहकों की संख्या सीमित हो सकती है।
पायलट चरण के अंत में 1सी:ईआरपी एप्लिकेशन तक पहुंच की शर्तें
यह योजना बनाई गई है कि भविष्य के ITSAAS ERP टैरिफ और अतिरिक्त सत्रों की लागत ITSAAS इंटीग्रेटेड ऑटोमेशन की लागत से लगभग 3 गुना अधिक होगी।
क्रेडेंशियल स्थानांतरित करना
क्रेडेंशियल का स्थानांतरण स्थानीय सूचना आधार "1सी:ईआरपी एंटरप्राइज मैनेजमेंट 2" से समान संस्करण के इंटरनेट एप्लिकेशन (एक्सएमएल प्रारूप में एक्सचेंज) में और इसके विपरीत संभव है।
"1सी:मैन्युफैक्चरिंग एंटरप्राइज मैनेजमेंट" के उपयोगकर्ता जो "1सी:ईआरपी एंटरप्राइज मैनेजमेंट 2" में परिवर्तन की योजना बना रहे हैं, उन्हें एक भागीदार की मदद से "1सी:मैन्युफैक्चरिंग एंटरप्राइज मैनेजमेंट" से स्थानीय डेटाबेस "1सी" में डेटा स्थानांतरित करने के लिए आमंत्रित किया जाता है। :ईआरपी एंटरप्राइज मैनेजमेंट 2” और फिर उन्हें ऑनलाइन आवेदन में स्थानांतरित करें। आप विनियामक और संदर्भ जानकारी और प्रारंभिक शेष को नए सूचना आधार पर स्थानांतरित कर सकते हैं। पिछले तीन वर्षों के वेतन डेटा को आंदोलनों द्वारा आगे बढ़ाया जा सकता है। स्वचालित रूप से बनाए गए निर्देशिका तत्वों के लिए, आपको लापता विवरण निर्दिष्ट करना होगा।